Posted by McKenzie Thorpe on | Comments Off on Why Superior Oil Analysis is Your Key to Success
Clean Oil is the Key to Productivity
Is your hydraulic equipment experiencing more downtime than usual? Are you noticing that your equipment is operating less efficiently?
If your operation is paying a price for the inconsistent performance of your vital equipment, high contamination is most likely to blame.
Hydraulic fluid contamination from a variety of sources is by far the most common cause of system inefficiency and failures. In fact, approximately 80% of all hydraulic equipment failures can be directly attributed to the effects of fluid contamination!
Consistently clean hydraulic oil is vital to every operation that relies on hydraulic equipment. Additionally, systems that rely on process water or run on diesel fuel are also vulnerable to the effects of contamination. Proactive measures to analyze fluid and prevent contamination provide significant benefits to cost and productivity:
Prevent costly equipment failures and downtimebefore they happen by detecting and treating contaminated fluid.
Save money on repairs by protecting system components from contamination and extending their lifespan.
Get the most out of your hydraulic oil by detecting and treating contamination before the oil’s life is exhausted. As oil prices continue to rise and hydraulic oil supply lines remain unstable, it’s important to conserve the oil you have!
Increase fuel efficiency not just by filtering your fuel source, but by improving overall system efficiency when you reduce contamination-related wear. Clean fuel and efficient operation reduces fuel consumption, cuts carbon emissions, and saves your operation money.
Struggling with Fluid Contamination? Fluid and Oil Analysis Services by Schroeder Industries Can Help!
Backed by over 75 years of innovation, Schroeder Industries is a leader in developing filtration products and technology that detect, analyze and remediate contamination to protect hydraulic systems and other vital equipment.
When contamination is attacking your equipment, the first step towards an effective filtration plan is a thorough analysis of the affected fluid, be it oil, fuel, or water.
Our fluid health experts will test your samples and create a detailed report, identifying the type and potential sources of contamination in your system and giving recommendations on how to best protect your equipment.
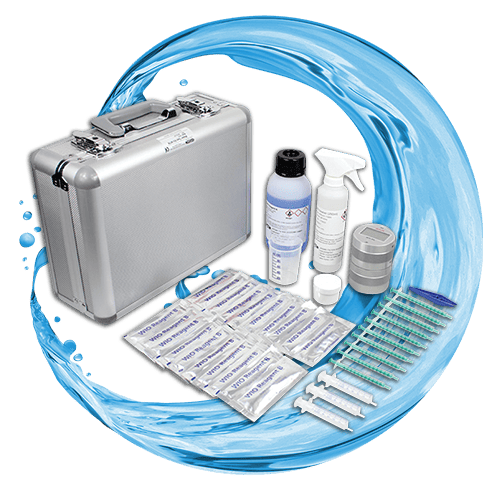
Schroeder offers a variety of premium testing kits, including:
Offering a comprehensive look at your hydraulic fluid or water glycol condition, our bottle sampling Bottled Fluid Analysis Test Kits provide vital insights into your fluid health.
Use Filter Debris Analysis (FDA) Test Kits alongside traditional oil analysis methods to analyze wear particles and discover the root cause of premature equipment wear & failures.
Diesel analysis can identify potential causes for fuel filter plugging, smoking, loss of power, poor injector performance, malfunctioning throttle position sensors and sticking valves. Testing also confirms a diesel fuel’s sulfur content, biodiesel content and compliance with manufacturer specifications and standards for cleanliness that could affect equipment warranty requirements.
The WaterTest Kit (WTK) is used for quantitative analysis of the absolute water content in mineral-oil-based lubricating and hydraulic fluids. Use to perform quick, on-site analysis of water contamination and supplement on-site laboratories.
Monitor Contamination with Schroeder’s State-of-the-Art Fluid Care Portal
Regular testing is vital for monitoring trends in your fluid health and preventing problems before they arise. However, tracking results over time for many pieces of equipment takes time and hassle.
As part of our testing and analysis services, Schroeder Industries is now offering a smart digital solution for detecting trends in the quality of your hydraulic oil, diesel fuel, process water, and more.
The Fluid Care Portal is a new, powerful digital tool for easily tracking the health of your equipment’s fluid as you test over time:
All your data is in one place, versus scattered over spreadsheets or various paper reports.
Easily monitor trends in fluid testing data over time, allowing you to detect and resolve contamination issues before they begin impacting your bottom line.
Monitor as many equipment assets as you need. Whatever the size of your operation, the Fluid Care Portal allows you to individually monitor the testing results for each piece of equipment.
Receive alerts when ISO Code, Water Content, or other parameters are exceeded. In the Fluid Care Portal, users can set target limit profiles for various parameters, creating customized criteria for your most critical components
Once a proper diesel, fluid or oil analysis has unlocked the source and quantity of contamination, filtration is the next step.
If you aren’t prepared for the upfront cost of purchasing filtration equipment, Schroeder Industries makes our state-of-the-art equipment available through our Rental Program and Filtration Management as a Service. Learn more about how these services can benefit your operation!
Schroeder Rental Equipment Program
Enjoy the benefits of Schroeder Industries’ exceptional filtration equipment without a large capital investment. Superior filtration extends oil life and increases machine reliability and energy efficiency.
With this turnkey service, Schroeder Industries will plan, execute, and manage your filtration strategy and filtration equipment, allowing you to focus on running your business with peace of mind!
Our fluid care experts can help you determine the right test kit for your needs and provide vital insight into the health of your fuel, process water, or hydraulic oil. Contact us today!
Posted by McKenzie Thorpe on | Comments Off on Unlock a Greener Future: Save Oil with Advanced Filtration
An operation’s carbon footprint is influenced by many factors, and making a business more sustainable requires a combination of solutions. One often overlooked way to increase sustainability is through optimal oil filtration.
All hydraulic oil, turbine oil, and other lubricants have a lifespan, as contamination and the breakdown of chemical compounds degrade oil over time. If contamination is left unchecked, oil reaches the end of its usability much faster.
Waste oil is challenging to dispose of properly, and high oil turnover increases demand for the very energy-intensive production of new oil. Much of the hydraulic oil and engine oil in use today is disposed of before its usable life is up.
Every gallon of oil that is conserved by extending the lifespan of existing oil directly contributes to a reduced carbon footprint. So, how do you get the most out of your oil?
Utilizing offline filter systems and high-quality filter elements is proven to extend the lifespan of oil significantly by removing contaminants and slowing the degradation of the oil.
Check out the following case studies where Schroeder Industries products saved a significant amount of oil or extended its service life:
Offline Filter System Saves Manufacturer 2,600+ Gallons of Oil Per Year
A plastic parts manufacturer in the automotive industry experienced frequent failures and downtime in their 16 injection molding machines. Like the majority of hydraulic system failures, high contamination load was identified as the cause. Without a quality control program for the machine oil, the customer changed oil frequently before its usable life was up.
Schroeder Industries stepped in, providing the customer a customized offline filtration system designed to tackle the high contamination:
Specialized Anti-Static Filter Elements Increase Oil Life by 3 Years at Paper Mill
When a paper mill was experiencing a shortened filter element life of just 30 days, Schroeder Industries stepped in to extend the filter life, reduce oil waste, and reduce unscheduled downtime.
An expert investigation revealed the culprit affecting the filter elements: static discharge. Static charges can build up in a hydraulic system due to friction between the fluid and system components. In this case, the static was burning and damaging the elements, causing them to prematurely fail.
By switching to Schroeder’s ASP® Anti-Stat Pleat Media, the electrostatic discharge no longer caused significant problems for the customer. Here are just some of the benefits from this filter element switch:
Varnish Mitigation Unit (VMU) Increases Oil Life by 3.5 Years, Saves Nearly 1,000 Gallons Per Year at Waste Incineration Facility
Operations at a waste incineration plant were constantly disrupted by constant turbine problems on startup.
A survey of 22 machines revealed the issues were the result of varnish buildup in the control block, caused by usage of incorrect oil in certain machines and an inexpensive, ineffective return line filter element. Varnish is a byproduct of aging oil, and is accelerated by contamination, temperature extremes, and other factors.
Schroeder Industries implemented a VMU to continually filter the turbine oil and tackle harmful varnish buildup. This not only reduced downtime and increased productivity, it also helped the customer in the following ways:
Schroeder Industries’ Energy Sustainability Initiative
The Energy Sustainability Initiative is Schroeder Industries’ mission to provide fluid power filtration solutions that contribute to a cleaner world and help organizations reach their sustainability goals.
Conserving oil is just one of the ways the products from Schroeder Industries are helping move the world forward towards a more sustainable future. Learn more!
If you are experiencing issues such as increased machine downtime, frequent repairs, shortened filter life, and more, the experts at Schroeder Industries can help solve them! Our customers have seen proven increases in oil life and oil-related savings.
Posted by McKenzie Thorpe on | Comments Off on Beyond Diesel: Fuel Filtration’s Bold New Era
This article is based on a webinar conducted by Aaron Keck, a product manager in Schroeder Industries’ Fuel Filtration group. This insightful presentation is informed by Aaron’s 13 years of experience in the Diesel Power and Fluid Power Industries.
Growing global energy demands are ‘fueling’ technological advancements in engines and driving the adoption of alternative energy sources. The ripple effect of this evolution has major implications for the filtration industry.
Given the speed of advancement and diversification of fuel sources, and the increasing desire for environmentally responsible energy consumption, what do the futures of diesel and fuel filtration look like?
Despite the growth of alternative fuel technology, all signs point to a continual refinement of diesel technology in tandem with developments in CNG, hydrogen, and electric power. The diversity of technology and fuel sources provide many avenues for new innovations.
1. The Diesel Engine is Here to Stay
Electric engine technology has advanced by leaps and bounds, but industry sources indicate that all electric vehicles are still far off in many applications, from military to commercial.
A variety of factors contributes to the practicality of diesel engines over electric engines in the near term for various applications, including:
Limited electric infrastructure. Reliable electric power requires an expansive, efficient power grid. Especially for remote applications such as mining, the infrastructure to sustain such operations does not currently exist.
Lower energy density of current battery technology. Pound for pound, current battery technology can’t match the energy density of diesel fuel, which is critical for consistent, reliable, long duty cycles.
Reliability concerns. There’s a reason diesel is often a primary backup source for critical operations, processes, and services: Diesel’s proven reliability. In renewable, hybrid power generation systems, diesel is frequently integrated to make up for production shortfalls and periods of high demand.
A long runway for advancement in diesel technology still exists, even as electric and alternative energy technology adoption grows.
As liquid diesel engines evolve, filtration technology must adapt to enable efficient, clean operation. Major considerations include:
The sensitivity of new fuel system designs. Protecting system components from contamination is increasingly vital as components become more sensitive and precise. Eliminating as much contamination as possible is necessary for increasing component life, maintaining efficiency, and reducing emissions.
Changing fuel chemistry. The adoption of biodiesel, diesel blends, and other sustainable fuel sources demands additional considerations in filter material selection. Choosing appropriate metals, coatings, and elastomers ensures that filtration components will not react adversely to changes in fuel chemistry. Rapid prototyping and modular testing are essential for keeping pace with chemical changes.
Maintaining system efficiency to reduce emissions. Legislation and broader concerns regarding emissions and carbon footprints calls for filtration solutions that maximize system efficiency, increases energy efficiency, and reduce emissions.
In the October 2022 Outlook for Energy Report from Exxon Mobil, there was an emphasis on the long-term reduced reliance on oil and shifting demand towards a variety of alternative fuel sources.
There are three key drivers of this trend:
Technology. As alternative fuel technology becomes more viable, affordable, and widespread, adoption increases.
Policy. Legislation and environmental agreements on the global and national level, such as the 2015 Paris Agreement and the 2022 U.S. Inflation Reduction Act, provide incentives and regulations that drive alternative energy adoption and control emissions.
Consumer Preference. Consumers are increasingly interested in alternative energy sources in their transportation and utilities. A Consumer Report survey conducted in 2018 found that 76% of U.S. residents agree that increasing renewable energy is a worthwhile goal. With technological innovation and government incentives increasing alternative energy accessibility, consumers may be more encouraged to support entities utilizing alternative energy sources or consider adopting alternative energy in their own lives.
While oil will remain a large source of global energy over the next 30 years, the growing shift to alternative fuel sources will drive new technology and demand new tailored filtration solutions.
Compressed natural gas, or CNG, is one of the mostly widely used alternative fuel sources for lower emissions and requires specialized filtration solutions. Three major, interconnected applications for CNG filtration come with their own considerations:
CNG Dispensing. Commercial last-mile delivery and hub-and-spoke distribution models, which increasingly run on CNG for carbon footprint reduction, are driving an increase in CNG fueling stations.
Filtration solutions for this expanding infrastructure must maintain a low pressure drop while ensuring optimal filtration to provide consistently clean fuel to these fleets in a timely manner.
Virtual Pipelines. For plants and operations far from existing natural gas pipelines, compressors are used to load CNG onto trailers, which are taken to remote industrial sites. This system is referred to as a ‘virtual pipeline.’
Reducing pressure drop is vital for reducing the energy consumption of these compressors and extending service intervals. Utilizing the latest gas filtration media in a layered, pleated construction, lower pressure drop and higher efficiency can be achieved versus traditional filtration setups typical to these applications.
Oil & Gas. Dual-fuel technology, in which an engine is designed to operate on diesel and CNG, is regaining traction in the oil & gas industry and continues to evolve.
The intensity of oil & gas work environments calls for especially robust filtration solutions which maintain a low pressure drop and are small enough to maximize available space and accommodate two fuel systems. In many cases, appropriate surface treatments and the use of stainless-steel materials where possible are also required to prevent degradation in potentially corrosive environments.
4. Hydrogen Filtration and Transitional Technology Between Liquid Fuel and Electric-Powered Engines
In the quest for electrification, hydrogen power is a critical stepping stone. Emitting only water vapor and small amounts of nitrous oxide, hydrogen power is a benchmark for eco-friendly alternative fuels.
In the spring of 2023, Cummins Inc. rocked the industry with the reveal of a fuel-agnostic 15L engine capable of running on hydrogen. This development illustrates that fuel-diversity is an attainable first step in transitioning away from liquid fueled engines and moving us closer to the infrastructure needed to support more alternative energy sources like hydrogen.
As with any fuel, filtration plays a key role in the performance of hydrogen-powered equipment and fuel cells at every stage:
Manufacturing. Filtration plays a key role in the manufacturing process, as component cleanliness of fuel cells and battery technology, to compressed gas storage tanks require extremely clean environments to ensure safe and reliable operation in the field.
Generation. From the electrolysis process needed to produce the hydrogen, to the compression and storage of the hydrogen, the same requirements of removing contaminants during the handling and storage of the fuel parallel that of compressed gas.
Refueling. Refueling points also require a level of filtration to ensure that the hydrogen introduced into a fuel cell maintains a high purity.
Charging. The stationary equipment used to charge battery electric equipment, or the fuel cell electric equipment use some level of filtration for both the air used in the fuel cell, as well as the hydrogen fuel being consumed.
Developing hydrogen filtration solutions requires special considerations:
Hydrogen embrittlement. Solid metals will deteriorate in the presence of hydrogen, so material selection is extremely important for extending the integrity of filters and elements.
Hydrogen molecule size. Hydrogen is an exceptionally small molecule compared to other filtered fuels. To secure the system and prevent leaks, seal designs need to be carefully selected and appropriate elastomers used to ensure a consistent, leak-free, and serviceable sealing surface.
Appropriate filter elements. Traditional filter medias used for other liquids and gasses will not withstand the design requirements of hydrogen compression, transfer, storage, or dispensing. Stainless steel is a common choice for hydrogen elements to avoid electrostatic discharge. To prevent fiber migration into highly sensitive, high-pressure hydrogen system components, compressed metal fibers are a common choice for filter media.
Hydrogen presents an exciting, yet challenging avenue for expansion in the filtration industry where we will continue to push the limits of filtration and material science.
The future of fuels and fuel filtration will not be defined by a clear linear advancement towards renewable fuel sources.
Just as physical currency still exists alongside electronic payments and banking, our energy needs will continue to be satisfied by a range of fuel sources, including diesel and alternative fuels. Advancements in diesel and liquid fuel technologies must continue alongside alternative fuel developments.
Schroeder Industries: Your Source for Advanced Fuel Filtration
Schroeder Industries continues our 75+ year tradition of evolution and innovation, monitoring industry trends and developing advanced filtration solutions for virtually every application. Our solutions are engineered with consideration for ongoing technological advancements and changes in the diesel and alternative fuel landscape.
Looking for premium fuel filtration solutions for your diesel, hydrogen, or CNG application? Let the experts at Schroeder help you!
Contact-Blog-Diesel and Beyond: The Future of Fuel Filtration
Posted by McKenzie Thorpe on | Comments Off on Transform Your Roll Off with Superior Cleanliness Testing
What is component cleanliness testing?
Component cleanliness testing offers OEMs the ability to see the cleanliness of the components they are using to build a system. For vendors, it allows them to measure the cleanliness of a component that they manufacture and sell to an equipment manufacturer.
Why is component cleanliness testing important?
Roll off cleanliness for OEMs is increasingly vital as they strive to put out quality product from the assembly line. It’s not enough anymore to simply provide a machine with clean fluid: The cleanliness of the components used to build the machine is playing a large role in overall system performance!
Even suppliers with good cleanliness practices may end up with particulate contamination as items are shipped, handled, and stored. Any amount of contamination on the hydraulic system parts can affect machine performance—even for brand-new machines.
Cleanliness provides the following benefits:
Improved quality of produced components
Reduction of rework and warranty claims
Improved customer satisfaction
Reduction in overall production costs
Improved operating safety
Interested in component cleanliness testing, but unsure where to begin? Our cleanliness experts can help!
Schroeder Industries, an expert in contamination control, offers several solutions for monitoring and maintaining component cleanliness.
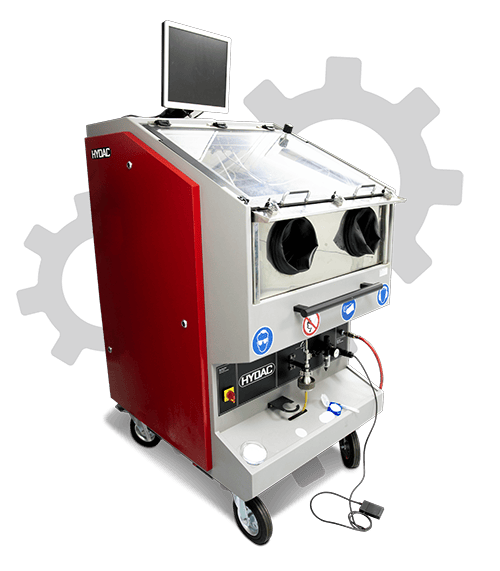
Our CTU and CTM Modular Series of Component Cleanliness Testing Cabinets were designed to determine the technical cleanliness especially present on minor contaminated components. These Test Cabinets were developed due to increased demand for system cleanliness and for monitoring and optimizing the cleanliness of smaller components during production, storage and system assembly.
By determining the type, size and quantity of the contamination, quality standards can be checked and documented and the necessary steps towards optimization can be taken.
Benefits to You:
Cost reduction through lower production failure rates
Identification and elimination of weak process steps
Optimization of both internal and external handling processes
Establishing of cleanliness standards both internal and external
Documentation of component cleanliness
Survey of fluid cleanliness and filtration concepts
Learn more about our Component Cleanliness Testing Cabinets:
This self-contained unit is ideal for space-conscious customers testing smaller machine components.
The Cleanliness Test Unit (CTU 1000) determines the type, size and quantity of the contamination. Quality standards can be checked and documented and the necessary steps towards optimization can be taken.
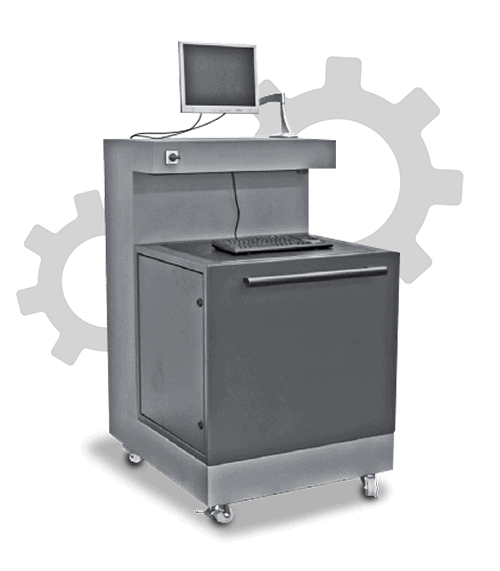
The Contamination Test Module CTM is a modular system designed to analyze the technical cleanliness of components. Solid contamination is washed off the surface of the component, samples are taken from the fluid and are subsequently analyzed using membranes.
For customers needing a more flexible approach, the CTM Modular Series offers extraction box customization for larger size components.
CTM-SC
The Contamination Test Module CTM-SC is the central module of the CTM series. It serves as the fluid supply, controls the entire extraction process, and contains the graphical user interface.
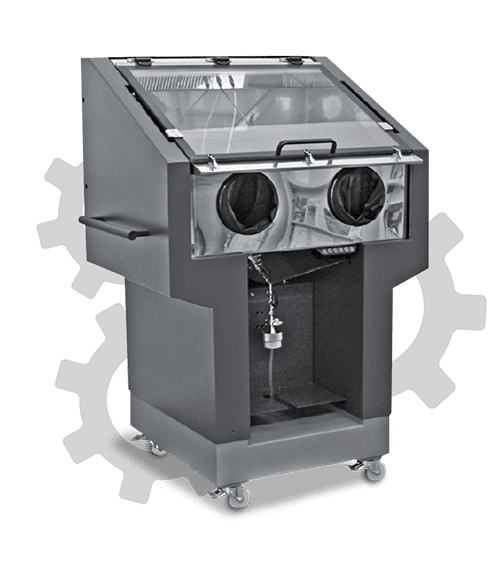
The extraction module CTM-EB is designed for spray extraction in conjunction with the CTM-SC. The extraction boxes can be modified based on the size of the components being tested.
Budget limitations? We offer cleanliness testing services!
If a Test Cabinet unit is outside of your budget, Schroeder Industries offers testing services in our on-site Fluid Care Center.
In a clean environment, our technicians will conduct expert testing on your machine components, establishing the foundation for your cleanliness plan.
Benefits of this Turnkey Service:
Testing conducted by trained experts for the most accurate results
Certified Class 7 clean room eliminates chances of inaccurate results due to additional environmental contamination
Expert analysis of the type, size and quantity of contamination enables quality standards to be verified and documented, allowing appropriate cleanliness measures to be established
Quoted service based on component type and cleanliness requirements, providing you expert results without the full expense of a Test Cabinet
Accurate testing is the foundation of a cleanliness plan that enables reduced failure rates, higher customer satisfaction, and more!
Schroeder Industries can help with your component cleanliness testing needs!
If you would like to have us quote Component Cleanliness Testing of your parts, please contact us using the form below. We will review the components to be tested and method to determine the desired gravimetric or ISO code required.
Posted by McKenzie Thorpe on | Comments Off on Shield Your Reservoir: Powerful Offline Filtration with RFSA
Hydraulic fluid contamination is a constant danger for hydraulic systems, and contamination frequently occurs during the reservoir sampling and filling processes.
The Schroeder Reservoir Filtration System Adapter (RFSA) is a solution for continuous protection of fluid during sampling and filling processes.
To minimize airborne contamination, the RFSA provides an air tight seal when extracting fluids through the breather space on a tank or direct from a filter system. It also consistently upholds filter medium and breather protection, which are important steps to keeping solid particles out of fluid.
Protection During Offline Filtration
The RFSA is engineered for compatibility with a wide range of Schroeder Filter Systems products, enabling a secure connection during offline filtration processes. Suitable companion filter systems include: KLS/KLD/MFS/MFD, HFS-BC, MFD-BC, MFD-MV, MFS/MFD-HV, TDS-A, AMFS, FS, MTS
The RFSA* is made with an aluminum body and gives a kidney loop filter direct access to a reservoir through a breather port.
Both adapters allow the tank to remain sealed during kidney loop filtration and fluid sampling to reduce contaminate ingression.
Markets and Opportunities
Any market that has a need for fluid to pass through the filter is a perfect environment for the Schroeder RFSA. Heavy equipment operating in dirty or dusty environments pose the increasingly big challenge of keeping contaminants out of tanks. These are the folks that can largely benefit from an RFSA. Markets including:
What is Filtration Management as a Service (FMaaS)?
Implementing a filtration plan can be challenging and costly. Outsourcing your fluid cleanliness needs to Schroeder Industries’ filtration experts makes it simpler and more affordable.
With FMaaS, Schroeder owns, delivers, and maintains the filtration equipment needed to achieve your oil cleanliness goals:
We work with your team to analyze your fluid health and establish your fluid conditioning goals.
We deploy our industry standard equipment to constantly filter and/or dehydrate the hydraulic & lubricating oils in your plant to meet these goals.
We also offer the ability to track proportional condition changes with remote monitoring capabilities independently from your distributed computer system (DCS).
We manage the fluid cleanliness process to ensure machine uptime and to all but eliminate the need for contracting with a mobile recycling company.
Filtration Management as a Service is performed at a very competitive cost per gallon versus similar services.
How Does On-Site FMaaS Help?
Did you know that more than 70% of all machine failures can be traced back to contaminated hydraulic oil?
Particulate contamination is extremely damaging to hydraulic equipment, ranging from visible dirt to ‘invisible’ particles only a few microns in size. Constant abrasion from solid particles wears out bearings and seals, damages pumps, and causes valves to stick. Water and gases can also contaminate the hydraulic system via worn seals or by entering the reservoir.
Damage from uncontrolled contamination can lead to costly repairs and lost productivity. Although contamination cannot be completely stopped, it can be controlled through proper filtration. However, developing and executing a filtration plan can be challenging:
The equipment required to diagnose and monitor fluid health can be expensive. But, without accurate real-time data, attempts at filtration are only a shot in the dark.
Filtration equipment also requires considerable investment.
Operating and installing analysis and filtration equipment requires training and expertise. Hiring or training dedicated filtration personnel is yet another expense.
Companies may not have the manpower to run their systems at OEM-specified cleanliness levels.
Not every company has the capital or manpower to invest in and manage their own filtration strategy, which is where Schroeder’s Filtration Management as a Service comes in.
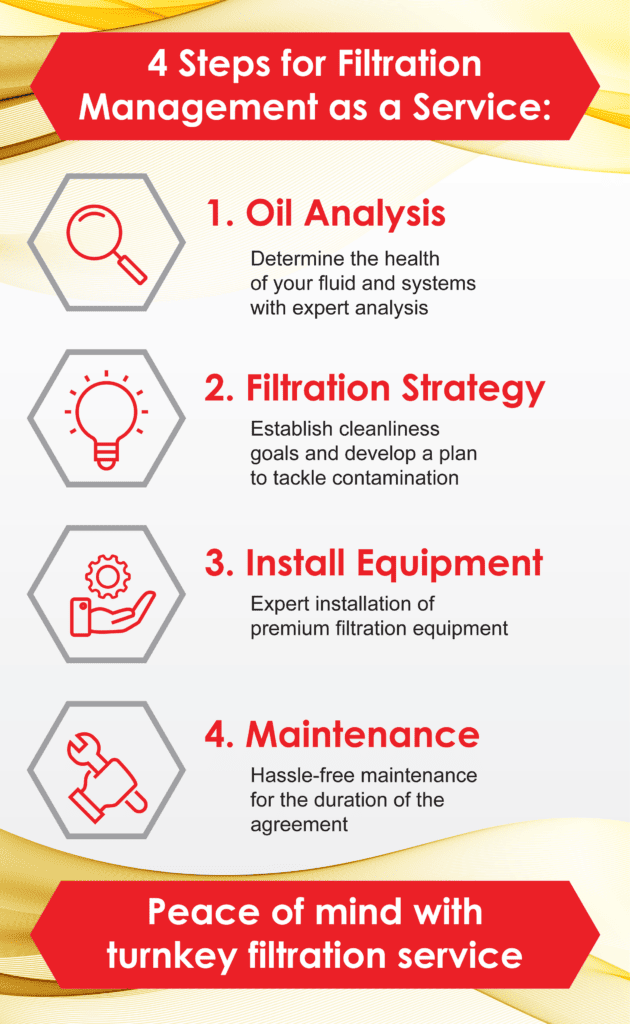
How Does FMaaS Work?
With FMaaS, filtration experts from Schroeder Industries will plan, execute, and manage your filtration strategy and filtration equipment. When you participate in FMaaS, protecting your hydraulic systems from contamination becomes one less hassle on your plate.
Step 1: Oil Analysis
Any successful oil filtration program requires accurate diagnostics. An oil analysis will help to determine the health of your system. With the source, type, and quantity of contamination established, a filtration strategy can be developed.
Step 2: Filtration Strategy
Once the oil analysis is complete, Schroeder’s filtration experts will collaborate with your team to develop a customized filtration strategy to meet your operation’s needs.
Step 3: Install Equipment
Schroeder Industries offers a full range of filtration products and accessories, backed by decades of innovation and proven performance. Our filtration equipment extracts particulate and/or water contaminants present in hydraulic systems safely and efficiently.
Schroeder’s experts will oversee the installation of the required filtration and/or dehydration equipment in the customer’s plant.
Step 4: Maintenance
Schroeder Industries will maintain the equipment for the duration of the FMaaS agreement. During this turn-key service period, there is a fee per gallon of oil processed.
Our kidney loop filtration units allow us to connect directly to the hydraulic or lube oil reservoir(s) and filter the system while it continues to operate. With high flow rates to turn over the reservoir volume and high dirt holding capacity (DHC) elements, particulate contamination is easily removed, and system cleanliness can be maintained.
Our dehydration units are installed and directly connected the lube oil reservoir while the system is in operation to remove both free and dissolved/emulsified water. Particulate filtration is also included on the dehydrator to filter the fluid before it is returned to the reservoir.
Why choose a fixed installation oil recycling/conditioning program for your critical assets vs. an on-demand mobile truck oil recycling contract?
Schroeder doesn’t just fix your oil or offer a one-size-fits-all solution: we tailor a plan specifically for your operation.
The Schroeder FMaaS system is less disruptive than scheduling oil recycling visits
In house filtration with FMaaS helps reduce your operation’s carbon footprint by eliminating repetitive oil recycling truck visits and the associated emissions.
Oil waste is reduced and, in the case of some oil types, potentially eliminated.
Our service comes without the overinflated scope or budget creep that day rates can bring, at a competitive cost per gallon.
As an example:If you recycled 10,000 gallons at a $1.00 per gallon, we can maintain the same reservoir for 30% less per gallon and extend the life of that fluid with a continuous fluid cleanliness process. We are unique because our process is continuous (i.e. we continuously maintain and monitor the fluid quality). We don’t fix a problem, we stop it from occurring. We’ll run our fixed systems for a month at a charge that is 30% less than what the oil recycler charges for a one (1) time clean up.
What FMaaS means for your business:
FMaaS provides superior, cost-effective on-site filtration solutions in one convenient package with numerous benefits:
Cost savings due to reduction in new oil purchased
Lower waste oil disposal costs and non-disruptive service
Reduced unit downtime, maintenance costs
Increased fluid life as well as system component life
Increased equipment reliability
A significant & measurable carbon reduction tool
All of this through our turn-key program, with no additional hiring and training necessary!
Get a FREE Filtration Management as a Service Estimate!
Schroeder Filtration Management as a Service (FMaaS)
All interested entries for Schroeder’s all-new Filtration Management as a Service (FMaaS) program.
New technology has been required to achieve compliance with Tier 4 standards, resulting in drastic changes to the fuel injection systems of diesel engines and posing new challenges for equipment owners and operators.
These changes make engine components far less tolerant of liquid and particulate contamination. For optimal engine performance in line with stricter emission standards, high quality fuel filtration is critical at all stages, from storage to consumption.
The use of ultralow sulfur fuel and biodiesel blends allow for higher amounts of water in fuel, and water contamination causes a variety of problems for diesel-powered engines:
Microbial growth. Commonly referred to as ‘diesel bug,’ these microorganisms thrive in water-contaminated fuel. In large quantities, they cause a variety of issues including blocked filters, reduced fuel efficiency, increased emissions, and even total engine failure. Once a case of diesel bug becomes moderate to severe, expensive remediation is required to control the contamination.
Engine component degradation. Water contamination in fuel reduces lubricity and encourages acid buildup, leading to component wear and corrosion.
Reduced fuel quality. Along with acidity and sediments forming as fuels degrade (oxidize), the cetane number can fall. The cetane number measures the quality and performance of diesel fuel, so a lower number results in increased emissions and reduced efficiency.
As engine technology evolves, high fuel quality is paramount, and filtration technology must keep pace. On-board filtration can’t bear all the weight of contaminated fuel, so maximizing filtration in the storage, transfer, and dispensing stages is invaluable for mitigating equipment problems and high repair costs.
Schroeder Industries is meeting the challenges of changing engine technology and emission standards with innovative fuel filtration solutions. The GHCF, or GeoSeal® High-Flow Coalescing Filter, is a compact and versatile filter engineered for exceptional particulate and water filtration during transfer and delivery, polishing, and dispensing.
Here’s what makes the GHCF an ideal choice for a variety of fuel applications:
Compact design and footprint. Conventional fuel filtration setups often utilize several individual filters to achieve the levels of filtration that just one GHCF offers. With a GHCF, the size and weight of the filtration setup are reduced. Additionally, a GHCF costs up to 50% less than conventional multiple-filters setups.
Exceptional flow rate for its size. The GHCF’s 25gpm flow rate is very high for its relatively small footprint, allowing efficient bulk filtration in a compact package.
Easier element changeouts. Unlike most comparable fuel filters on the market, which require full element length clearance, the GHCF only requires 4.5″ of clearance. This reduced clearance requirement makes it ideal for installations with limited space such as polishing panels and cabinets.
Lightweight and corrosion-resistant. The all-aluminum construction with anodization results in a lighter and corrosion-resistant filter compatible with diesel and biodiesel.
Compatible with both pressure and vacuum applications due to its unique inside-to-outside flow design.
Superior filtration. The GHCF and and its coalescing filter elements are engineered for excellence in particulate and water filtration, and with GeoSeal® Quality Protection, only high quality filter elements can be utilized.
The GHCF comes equipped with a large, sump-level sight glass allowing water levels in the sump to be determined at a glance. Other options including automatic water drain functionality, water in fuel sensors, and sump heaters can be easily retrofitted to the filter. The GHCF makes an excellent substitute for high flow cartridge and spin on absorbing or coalescing solutions.
Want to know if the GHCF is right for your applications?
Interested in how the GHCF can elevate your fuel filtration? Contact Schroeder Industries for a quote and learn more about how this versatile filter can benefit your business!
Posted by McKenzie Thorpe on | Comments Off on Revolutionary Air Fusion Tech: Unmatched Hydraulic Filtration
Hydraulic Air Contamination Has Major Impacts
Every hydraulic system is subject to contamination from a variety of sources, including air (or gaseous) contamination. If air contamination builds up in your hydraulic system, you can expect the following:
Gaseous cavitation. As air bubbles coalesce, grow, and collapse inside a hydraulic system, it causes loud noises and can potentially damage the internal hydraulic components.
Spongy hydraulics. Unlike hydraulic fluid, air is compressible. As a result, too much air contamination can cause a delayed response, or ‘spongy’ feeling in a hydraulic system instead of an instant reaction. The result is inefficient, unpredictable, potentially dangerous system performance.
Oxidation of hydraulic fluid. When oxygen reacts with hydraulic fluid, it produces varnish, a sludgy byproduct. This varnish increases fluid viscosity and can build up around valves, causing sluggish performance, damage to system components, blocked return lines and more.
Between safety issues, poor performance, and costly repairs, addressing this contamination is vital for safe and efficient hydraulic operations. Air contamination can be addressed by a specialized in-tank air filter, but not every hydraulic air filter is created equally. Enter, Air Fusion Technology by Schroeder Industries.
Air Fusion Technology: Superior Hydraulic Air Filtration
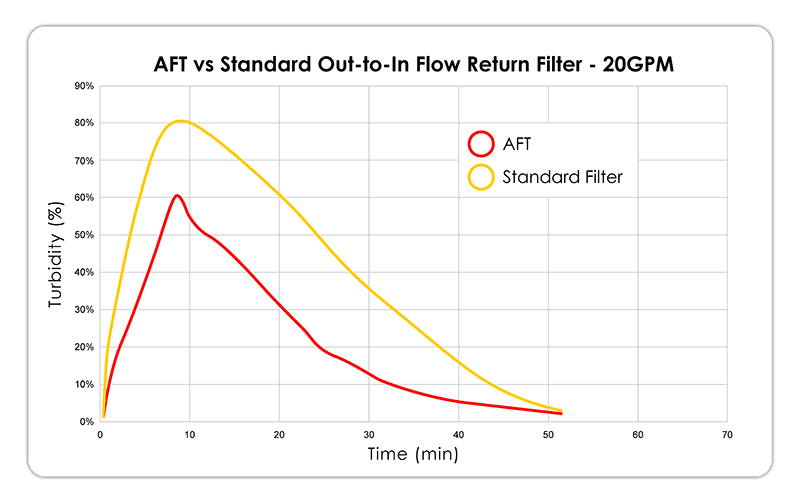
100 psi (7 bar), 40 gpm (151 l/min)
Air Fusion Technology, also known as the AFT, is Schroeder’s new in-tank air filtration solution. The AFT is engineered to increase machine reliability and efficiency, protect components, and even allow for a downsized hydraulic reservoir!
When compared to a standard out-to-in flow in-tank filter, the AFT reduced the amount of air which entered the suction line on the first pass by 20%. As the AFT decreases fluid turbidity, it channels fluid upwards and promotes rapid bubble coalescence. These bubbles quickly rise to the surface of the reservoir and dissipate.
By contrast, the traditional filter was less effective at reducing turbidity. This allowed air bubbles to stay suspended lower in the reservoir and enter the suction strainer.
What makes the AFT more effective than other hydraulic filters?
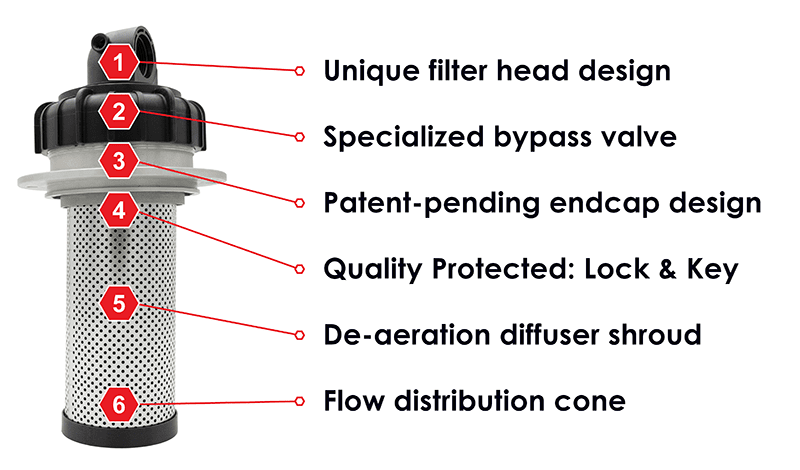
The AFT’s exceptional effectiveness is due to its thoughtfully engineered design. Let’s break down the key design aspects of this revolutionary filter:
The unique filter head design swivels independently of the inlet port, allowing toolless element change-outs.
A specialized bypass valve in the head of the filter allows the filter to de-aerate fluid even when in bypass for greater filtration efficiency.
The patented endcap design allows bypass flow to enter the top of the element while still being subjected to the diffuser shroud. This helps maximize filtration.
Schroeder’s patented Lock & Key Quality Protection element design ensures only high-quality Schroeder elements are being used. To ensure that the AFT performs at its full potential, it’s important to use only high-quality filter elements.
The de-aeration diffuser shroud significantly reduces fluid turbidity. Less turbulent fluid allows for faster bubble coalescence and improved air filtration.
The internal flow distribution cone redirects fluid towards the top of the reservoir, allowing air to exit the hydraulic fluid more easily.
Improve system efficiency and even downsize your reservoir!
Energy efficiency is a major component of Schroeder’s Energy Sustainability Initiative. With the AFT, our goal is to create a smaller, more efficient hydraulic system to help our customers get the most out of their fuel source, whether it’s diesel, hydrogen, or electricity.
The AFT is so effective and efficient in its filtration capabilities that it’s possible to downsize a machine’s hydraulic reservoir by up to 60%!
A smaller reservoir results in a lighter system, which can improve energy efficiency. With less room taken up by the hydraulic tank, space also becomes available for a larger fuel tank, additional batteries, or other useful components.
Air Fusion Technology will help you get the most out of your hydraulic reservoir! If you are interested in improving air filtration in your hydraulic applications, please request a quote.
Posted by McKenzie Thorpe on | Comments Off on Shield Your Gear with Powerful Oil Dehydrator Systems
What Are Oil Dehydrator Systems?
Clean, dry hydraulic fluid is critical for optimal machine performance and protecting system components. Oil dehydration systems are specialized hydraulic filtration systems designed to remove free water and dissolved water from hydraulic fluid.
The Dangers of Liquid Contamination
Contamination of all kinds is responsible for the majority of hydraulic machine failures. Liquid contamination, such as water, will oxidize inside the system and cause corrosion of metallic components. Not only does this damage critical parts of the hydraulic system, but tiny free-floating solid contaminates caused by the corrosion will continue to wear down the system and compound the damage further.
Water contamination can come from a variety of sources. Here are just a few:
Leaking cooler/heater and pipe work
Filling with new contaminated oil
Leaking hydraulic component seals
Tank breathing (if desiccant breathers are absent or applied incorrectly)
Pressurized water cleaning
Oil Dehydration Solutions from Schroeder Industries
In the industrial manufacturing world, preventing liquid contamination is essential. To thoroughly accomplish water removal in a system, we use either positive pressure or vacuum units.
At Schroeder Industries, we have four (4) machines engineered specifically for oil dehydration:
The Triton Dehydration Station® uses patented mass transfer dewatering technology to eliminate 100% of free water and up to 90% of dissolved water. Ambient air is conditioned to increase its water holding capability before injecting to the reaction chamber. Fluid is equally distributed and cascaded down through reticulated media and the conditioned air stream. Water is transformed to water vapor and is expelled from the unit as moist air/stream.
The relative humidity of the incoming fluid is continually monitored by an integral AS1000 and displayed real-time on the control panel. Also includes a 2.4kW heater option for unheated reservoirs.
The TDSE uses the same patented mass transfer dewatering technology as the TDSA, and features an increased flow rate.
The relative humidity of the incoming fluid is continually monitored by an integral AquaSensor (AS) and displayed real-time on the control panel in percent saturation.
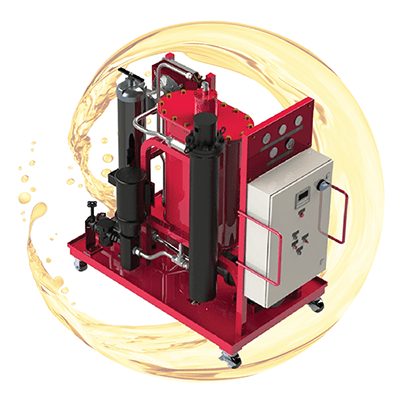
The North American Vacuum Dehydrator (NAV) uses vacuum dehydrating technology to remove both free and dissolved water, and gases, from oil. In addition to water and gas, the NAV also removes solid contaminants from the oil with the use of highly efficient filter elements installed on the unit. The NAV is designed for use with larger applications, such as the conditioning of oil in larger hydraulic and lube reservoirs.
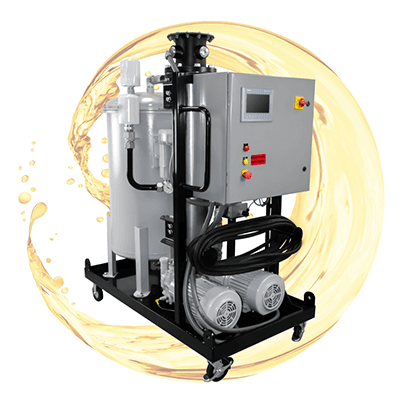
The Schroeder Vacuum dehydrator SVD01 designed for dewatering, degassing and filtering hydraulic and lubrication fluids. It operates on the principle of vacuum dewatering to eliminate free and dissolved water as well as free and dissolved gases.
By using Schroeder Dimicron filter technology, which has a high contamination retention capacity and filtration efficiency, the SVD01 is extremely cost effective. Perfect for service work thanks to its compact and mobile design.
Positive Pressure and Vacuum Dehydration, How Do They Work?
There are many hydraulic oil machines that only remove free water. All of Schroeder’s Dehydrating Units remove both free water and entrapped/dissolved water from the oil.
Our vacuum options can also remove dissolved gases.
Positive pressure is when ambient air is conditioned through our patented process to increase water holding capabilities before being introduced to a reaction chamber.
In the reaction chamber, the wet oil meets conditioned air (air conditioned by an external hydraulic filter) and the water transfers to the air.
The water vapor is then expelled from the unit with the air as a moist air stream. Dry oil is then returned back to the system.
This positive pressure dehydration technology is found in our Triton Dehydration Station® Series.
Vacuum dehydrator for oil removes free and dissolved water and gases. This includes any other particle that could affect your oil.
Our vacuum technology uses ambient air, combined with reduced vapor pressure in the reaction chamber, to effectively remove the water and gases from the oil. The water and gases are condensed and collected for disposal while the dry oil is returned to the system.
What Industries Can Oil Dehydrators Be Applied To?
Power Generation
Turbine bearing lubricants
Electro-hydraulic control system (EHC) fluid
Boiler feed pumps lubricant
Pulp & Paper
Press and dryer section cylinder bearing lubricant
Hand-held filtration systems are compact, self-contained, “light-viscosity”, industrial separation systems.
With over 70% of all premature system failures being attributed to hydraulic and water source contamination, it is critical to implement the finest portable oil filter machine to all phases of a hydraulic circuit. That includes the flushing, transferring, and filling processes. The flexibility of portable filtration makes addressing filtration across these different phases easy.
Filter carts are are a convenient mobile alternative to stationary units, but hand-held units take this a step further. Portable filter units utilize the same filtration technologies most commonly found in full-size filtration cart systems, but offered in a portable size, similar to a Black & Decker Hand Vacuum. Often times, at least in our case, these units are sold with high efficiency, high capacity liquid pressure filter elements capable of removing particulate contamination and/or water quickly, conveniently and economically from the hydraulic fluid.
Hand-held filter elements are especially critical to the operating system pressure lines since new fluids often have contamination levels significantly higher than the recommended amount in most hydraulic systems. These units are small enough for use as drum or tank top filtration for cleaning up existing systems as well as the pre-filtration of new fluids.
Why Schroeder Industries?
As the markets that uses hydraulic components become more dynamic, they are now more dependent on the highest quality filtration, separation, and reservoir accessories available.
Our hand-held systems are the premier offline, portable filtration systems for maintaining oil water separation and mineral-based fluid conditioning in the market.
Which Schroeder Industries portable filtration unit is right for your needs?
With two (2) product offerings available, each with a proven track-record, our solutions are the industry go-to for affordable and easy-to-use filtration:
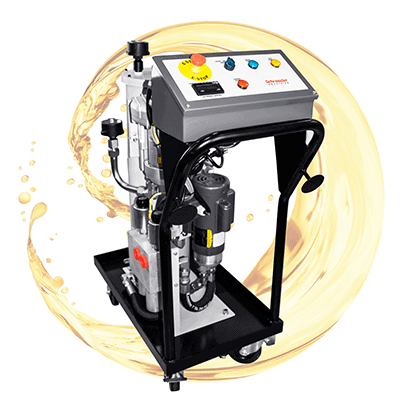
Schroeder’s Handy Filter System Basic Cart is a compact, self-contained “light-duty” filtration system equipped with high efficiency, high capacity elements capable of removing particulate contamination and/or water quickly, conveniently and economically. It is perfect for cleaning up existing systems as well as for pre-filtering new fluids, since new fluids often have contamination levels significantly higher than that recommended for most hydraulic systems.
This portable filtration system’s compact, lightweight design with replaceable element cartridge and reusable bowl minimizes landfill waste. Element service is easily accomplished through the top-ported filter housings. The optional dual filter assembly allows for water and particulate removal or staged particulate contamination removal.
Features and Benefits
Compact size, easily transported
Now available with 12 V DC Power Option, allowing for system power to be drawn directly from your heavy machinery
Cartridge elements have 25% higher dirt holding capacity compared to spin-on filters
Top-ported filter provides easy element service
Can be used as an efficient “tank-topper” solution for drums of mineral-based fluids
Optional Backpack Version available for ease of transport across distances
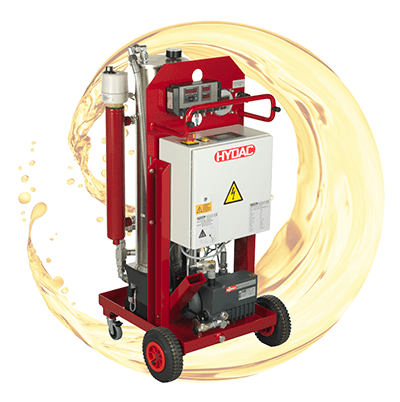
The HFS-15 Hand Held Portable Filter is a portable service unit for filling and flushing hydraulic systems. These can also be used for cleaning in bypass flow. This portable hydraulic filtration unit can be fitted with a contamination sensor to allow for the monitorization of solid particle contamination. The cleanliness class results are displayed according to ISO, SAE or NAS classifications.
Features and Benefits
Improvement in service life for components and system filters
Increased oil service life
Increased machine availability
Simple operation
Compact design
Integrated dry running protection
Optional CS1000 | Contamination Sensor ensures continuous monitoring of oil cleanliness during cleaning
See how the HFS-15 reduced an ISO count of 21/19/15 to 15/14/11 in just 1 hour!
Application Guidelines
Since both hand held filter offerings from Schroeder Industries are light-weight and extremely portable, they can be used throughout the plant or in service vehicles that use high viscosity fluids. Several application examples include:
Supplementing continuous liquid filtration by system filters.
Cleaning up hydraulic systems following a component replacement.
Filtering new fluid before it is put into service.
Transferring fluid from drums to system reservoirs.
Request a Quote – Hand-Held Hydraulic Filter Units