Posted by McKenzie Thorpe on | Comments Off on The Unique Challenges of Compressed Gas Filtration
Compressed gases are an increasingly large part of what keeps our world moving!
Compressed gases are a common part of many industrial processes, including pharmaceutical manufacturing, cosmetic production, and applications in the food and beverage industry.
Solid particulates and water can become ingested into these conventional fluid power systems, causing damage to components, lost productivity, and even total equipment failures.
Compressed gas systems can also be infiltrated by damaging contaminants, with similar consequences.
Oil can also leach into compressed gases via lubrication within the compressor system. In many of the manufacturing processes where compressed gas is used, including consumables, oil contaminants can be potentially hazardous to end product users. Contaminated product can lead to major monetary and reputational losses!
Solid contaminants like dust and rust particulates are present in most operating environments. These particles can infiltrate a compressed gas system, causing system component wear, equipment failure, and potentially contamination in the final product.
Just like in conventional fluid power applications, filtration is the solution to contamination!
However, gas filtration has some unique challenges compared to liquid filtration:
Smaller Molecule Sizes
Gas molecules are much smaller than liquid diesel and hydraulic oil molecules! This means that even the tiniest breach in the filter’s construction can allow gas to escape. In flammable gas applications, leaks can be extremely hazardous.
Tiny Contaminants
Solid contamination particles in a gas system are also generally much smaller than in diesel and hydraulic systems. These ultra-fine particles, often less than 1 micron in size, require extremely fine filtration compared to most liquid applications.
Constant Pressure
Unlike diesel fuel and hydraulic oil, compressed gases must be pressurized at all stages of storage, transfer, and filling. This means that filters at all points in a compressed gas supply chain can be exposed to higher pressure.
Chemical Interactions
Compressed gases can have unique chemical interactions with different metals. Hydrogen embrittlement, for example, is the potentially catastrophic weakening of metals in the presence of hydrogen atoms.
Schroeder Industries’ filtration expertise extends into gas applications!
CGF Series: Comprehensive Filtration for Compressed Air and CNG
These versatile and effective gas filters offer excellent performance across a wide range of gas applications while remaining accessible and cost effective. The CGF Series is a great choice for operations requiring reliable gas filtration for compressed air and CNG!
Cost-effective, high-performance for compressed gas filtration applications up to 5,000 psi.
Proven performance in compressed gas and CNG applications.
Comprehensive solutions for compressed gas from generation and transportation, to storage and filling, and even onboard applications.
Powered by BestFit® CGF Elements, crafted from pleated microglass media with dual coalescing & particulate capabilities.
GF Series: Optimized Filtration for Hydrogen Applications
Due to higher pressure requirements and risks of embrittlement, hydrogen is one of the most demanding gas applications, requiring exceptional filter construction and design. Schroeder Industries’ GF Series brings the required performance for these challenging scenarios!
Extremely robust, in-line gas filters for high-pressure applications up to 14,500 psi.
Engineered with purpose-made, high nickel content stainless steel with strict surface tolerances to resist hydrogen embrittlement.
Maintenance-friendly design prevents contamination of the clean side during element swaps without requiring dismantling of the compressed gas lines.
Proven performance in hydrogen applications including fueling stations, storage and transport, diesel engine retrofit kits, power generation, and more.
Posted by McKenzie Thorpe on | Comments Off on Particle Counters: Unparalleled Detection of Solid Contaminants
In hydraulic systems, up to 70% to 90% of wear and failure is contamination related.
Monitoring hydraulic fluid for contaminants is the best way to predict and prevent unexpected failures and avoid costly repairs.
Building out an arsenal of contamination sensors is critical for asset protection. Solid contamination sensors, or particle counters, are one of the pillars of every successful contamination control plan.
Solid Contamination Monitoring
Solid contamination is the most common form of contamination. Ambient dust and dirt within the plant, machining debris let over in newly installed components, and even newly added hydraulic oil are just a few of the ways solid particles can enter a system.
With so many solid contamination sensors on the market, how do you know which is right for your application?
Solid Contamination Sensors
There are a few basic characteristics that distinguish particle counters, from each other:
What technology does the particle counter use to determine contamination levels and produce an ISO Code?
Is the sensor designed for in-line applications, or is the sensor portable?
How can data be exported and compiled from the sensor for monitoring and planning maintenance?
Light-Based vs. Digital Imaging Sensors
Particle counters rely on either light-based or digital imaging technology to detect and measure particles. Each type has its own benefits and drawbacks:
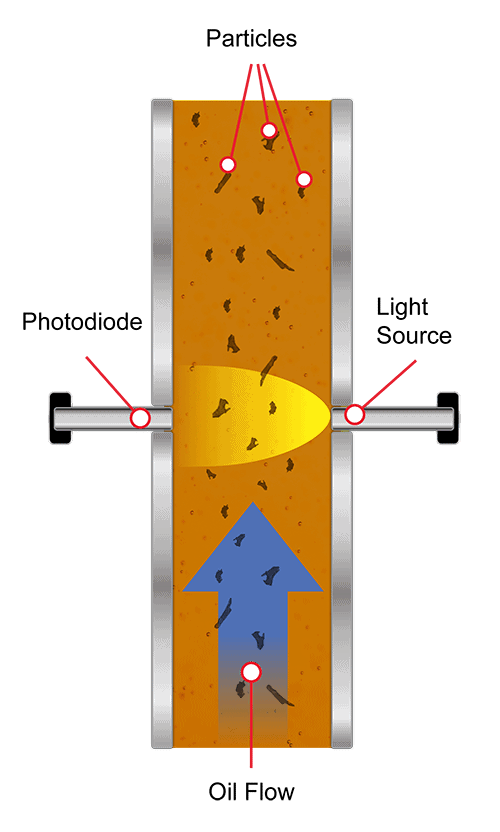
Light-Based Sensors
This type of sensor includes a light source that shines on the fluid as it flows past. On the opposite side of the light source is a light sensor (also called a photodiode) which detects the shadows cast by passing particles. Based on the size and quantity of the shadows being cast, the sensor determines the size and quantity of contamination in the fluid.
Light-based sensors are generally quite reliable and are found on a wide variety of mobile and stationary hydraulic applications. These sensors are easy to calibrate, simple to maintain, and are considered the more affordable option.
However, they can be subject to a phenomenon called ‘phantom’ particle counting. Sometimes, the sensor may mistake air bubbles and water droplets for solid particles. This can lead to an inflated ISO Code and potentially disguise the presence of other harmful types of contamination.
Digital Imaging Sensors
These sensors avoid phantom particle counting by using image recognition software. Unlike solid contamination, air bubbles and water droplets are very uniformly round. The software can automatically disregard these perfectly round bubbles and drops from its particle count.
In certain circumstances, the ability to differentiate particles results in more accurate ISO Codes. Some digital sensors can even guess the origin of solid contamination based on its shape, since different methods of corrosion and wear can create distinct shapes!
However, being newer technology, digital imaging sensors are more costly than light sensors and can be more challenging to calibrate and maintain. Their applications are currently more limited as well; digital imaging sensors are most often found in portable contamination monitoring tools with protective cases.
In-Line vs. Portable Sensors
Particle counters may be dedicated to a single piece of equipment, or available in a travel-ready unit:
In-Line Sensors:
These sensors are installed directly onto pieces of equipment and monitor that specific machine. They can be easily customized and combined with other types of sensors and accessories.
For plants with fewer, larger machines, a dedicated in-line sensor is a great way to monitor individual machines as they operate!
Portable Sensors:
Portable particle counters are stand-alone units which include their own built-in pump, allowing them to travel between machines.
A portable contamination monitor can travel wherever fluid condition monitoring is needed and easily perform checkups on multiple machines and vehicle fleets!
Reporting and Connectivity
The best data in the world isn’t much use if it can’t be exported, compiled, and reviewed! This is where IoT, the ‘Internet of Things,’ becomes important for making use of the information gained through the sensors.
Contamination monitors typically have some method of transferring data, be it through Bluetooth wireless connectivity, thumb drives, spreadsheet files, SCADA/PLC interfacing, and more.
Integration with user-friendly, web-based applications that can compile, track, and visualize data from multiple sensors is becoming increasingly common as well!
For large-scale operations, using automated data transfer and logging methods that can process high volumes of data and quickly determine trends in the level of contamination are crucial for efficiency.
Solutions from Schroeder Industries
Here are just a few of our featured particle counters and contamination monitoring solutions!
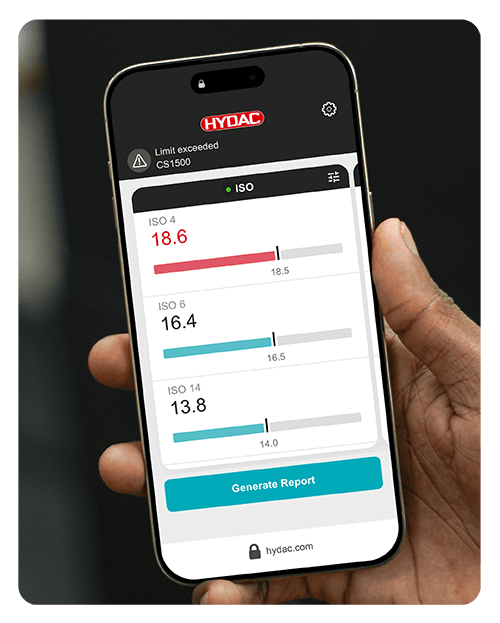
CS1500 Series
The latest evolution in Schroder Industries’ contamination monitoring arsenal, featuring enhanced connectivity!
Robust light-based sensor unit ideal for a wide range of mobile and stationary applications.
Monitor data trends and receive alerts in real time through mobile device connectivity!
Our fluid care experts can help find the right particle counting and condition monitoring solutions for your application. Just tell us about your application and needs:
Posted by McKenzie Thorpe on | Comments Off on Cutting Edge Contamination Sensors: CS1500 Series
Effective contamination monitoring is the backbone of every fluid care program.
Early warnings provided by contamination sensors can be the difference between early, cost-effective intervention and catastrophic equipment failures!
The latest in Schroeder’s particle counting arsenal, the CS1500 Series, enables easy, accurate condition monitoring from mobile devices.
Next Generation Contamination Monitoring
The CS1500 series is a next generation, industry-proven fluid monitoring sensor engineered for new market demands, backed by 30 years of experience in fluid monitoring.
The fluid care experts at Schroeder Industries can help you protect your assets and maintain productivity with sensors like the CS1500 and other industry-leading filtration solutions!
Posted by McKenzie Thorpe on | Comments Off on Equipment Feeling The Burn? Fix It With Filtration.
Effects of Overheating on Hydraulic & Lubricating Systems
Rising temperatures during the summer months can make working conditions tougher for everyone, including machinery.
When equipment overheats, it can have serious effects up to and including catastrophic failure. This is due to two primary consequences of overheating: reduced oil viscosity, and accelerated oil degradation.
Reduced Oil Viscosity
Higher temperatures lower the viscosity of lubricating oil, meaning the oil can no longer effectively lubricate.
When lubrication fails in a system like a gearbox, the components clash together directly, dramatically increasing wear on the components.
The increased component wear releases solid debris into the system, causing more damage within the system.
Component damage can result in expensive repairs, unplanned operational downtime, and even catastrophic equipment failure.
Accelerated Oil Degradation
Higher temperatures also ‘cook’ hydraulic and lubricating oil, which accelerates oxidation and breaks down additives.
As the oil degrades, sticky compounds known as varnish are formed.
Overheating can cause thousands of dollars in repairs and lost productivity.
Luckily, Schroeder Industries has engineered specialized filtration solutions that curb overheating and remove the solid particulates and varnish that can wreak havoc on your equipment.
Cooling Solutions from Schroeder Industries
Filter Tank Cooling Unit
7 Gallon Tank Volume
Ideal for mobile applications, the FTC combines an optimized TNK reservoir, advanced de-aerating filtration, and an integrated cooling unit. This compact, efficient system provides cooling and space savings for your equipment.
The Gearbox Cooling Skid is specially designed to protect gearbox systems from overheating and solid contamination, with an integrated cooling unit and dual-stage filtration. Air-cooling and water-cooling options are available.
Did you know that the hydraulic tank plays a big role in cooling?
In an optimal reservoir design, fluid circulates slowly through the reservoir, allowing air and heat to escape the fluid before it re-enters the system.
However, not all reservoirs are appropriately designed to allow this deaeration and cooling process.
Through a technical Tank Optimization analysis, Schroeder’s experts can examine the flow pattern, temperature, and other aspects of your reservoir to determine if the design can be optimized. Based on their findings, they can modify the tank design to function more efficiently.
Find out how you can improve the cooling and deaeration effects of your reservoir with a Tank Optimization analysis!
Varnish Removal Solutions from Schroeder Industries
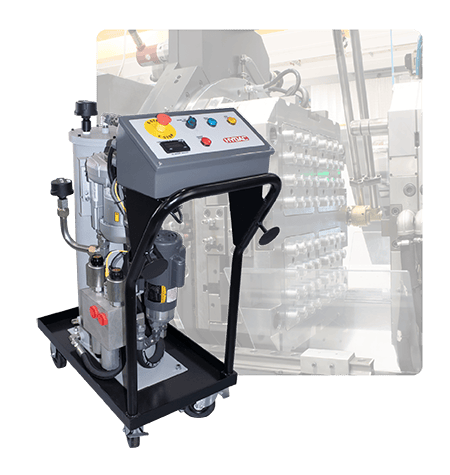
VEU – Varnish Elimination Unit
10 gpm (38 L/min) or 15 gpm (57 L/min)
Available through rental or purchase, this mobile unit is engineered to remove varnish and varnish precursors from mineral oils. An integrated heat exchanger enhances the varnish removal capabilities.
The small footprint of the VEU compact enables installation in applications with limited space. Unlike other varnish-optimized filtration products, this solution effectively removes varnish without integrated cooling.
Varnish and varnish precursors can be detected through sampling, allowing you to proactively protect your system!
However, not all testing services are capable of detecting varnish.
Unlike particulate contamination, varnish can be challenging to identify in a fluid sample due to the submicronic particles, chemical composition, and other factors.
Schroeder Industries can provide the specialized testing required to assess the varnish content in your fluid, providing a foundation for effective fluid monitoring and conditioning.
Posted by McKenzie Thorpe on | Comments Off on Is Overheating Grinding Your Gears? Try the Gearbox Cooling Skid.
What is a gear box?
Gear boxes are a fundamental part of many industrial and mobile machines. They consist of an enclosed gear assembly used to change torque and speed between a drive (e.g. a motor) and a load.
These systems are frequently used in any power transmission application with rotary motion that requires a change in torque and speed. This can include:
Machine Tool Applications
Industrial Equipment
Conveyor Belts
Material Handling
And More
When a gearbox fails, it can be a very costly problem.
Gear box systems are very vulnerable to the effects of overheating and insufficient lubrication. When a gearbox fails, total work stoppage is generally required to perform complicated repairs. This compounds both the repair expense and cost of downtime.
The intense mechanical movements of a gear box can cause overheating, which reduces oil viscosity, limiting its ability to lubricate properly. Heat also degrades the lubricating oil over time.
When the lubricating oil stops working, the gear box components come in direct contact. The friction accelerates component wear and releases metal debris into the system.
This mechanical debris can cause extreme damage to the gearbox, resulting in total failure and expensive repairs.
Protect your critical gearboxes with a Gear Box Cooling Skid!
Schroeder Industries engineered the new Gear Box Cooling Skid to address these critical vulnerabilities in gear boxes.
The Gear Box Cooling Skid draws oil from the sump of the gear box. After passing the oil through a cooling or heat-exchanging unit, the oil is filtered, and returned to the gear box sump.
By cooling the lubricating oil and removing the metallic debris caused by the meshing gears, these skids can extend the working life of the gear box components and protect from unexpected, premature failure!
Flow Rates:
3, 6, 10, & 20 GPM
Voltage:
460VAC with Motor Starter
Filter Bypass:
GK18 / GK18CO: 40psi RLD: 40psi
Fluid Temperature:
8°C (46°F) to 80°C (176°F)
Ambient Temperature:
10°C (40°F) to 40°C (104°F)
Standard Viscosity – Air Cooler:
250-5000 SUS (54-1000 cSt)
Standard Viscosity – Water Cooler:
250-5000 SUS (54-1000 cSt)
Fluids:
Gear Oil: Up to VG320 Mineral Oil: DIN 51524 Part 1 & Part 2 Water Glycol: HFC based
Ask the experts what the Gear Box Cooling Skid can do for you!
Schroeder Industries can help you protect your gear boxes and other critical assets. Tell us about your application, and our fluid care experts can guide you to the most effective solution:
Posted by McKenzie Thorpe on | Comments Off on It’s Time To Modernize Your Maintenance Strategy
The best way to deal with issues in your fluid power operation is preventing them from happening in the first place, right? Just change your oil or fluid regularly, problem solved.
Not so fast. Focusing solely on a preventative maintenance strategy could be costing your business unnecessary time and resources!
Predictive maintenance, on the other hand, can protect your assets and conserve your most valuable resources.
Preventative versus Predictive Maintenance: What’s the difference?
They sound very similar, but in practice, preventative and predictive maintenance strategies have some key differences.
Preventative maintenance means taking regularly scheduled actions to proactively stop problems before they occur, based on predetermined patterns.
For example, if you own a car, you most likely change the oil at intervals based on a number of miles traveled.
If you make a habit to change your oil every 3,000 miles based on manufacturer recommendations, that is an example of preventative maintenance. By changing based on the recommended schedule, you are generally able to prevent lubrication issues with your engine.
But, if you aren’t actually examining the condition of the oil, you might be changing your oil more often than necessary. This costs you time and money!
Or, if there is a hidden problem with your engine, you might not be changing the oil soon enough. Because preventative maintenance does NOT account for machine condition, you could miss the warning signs of failure.
A predictive maintenance strategy determines if proactive maintenance actions are needed based on real-time data collected using condition monitoring equipment.
The main difference is that predictive maintenance is more data driven!
Back to the car engine oil example: If you practiced predictive maintenance, instead of always changing your oil on the same 3,000 mile interval, you would regularly examine your oil to see if it has reached the end of its usable life.
If the oil is still of good quality when tested, then you can save time and money on oil replacement!
On the flip side, if you discover the oil is degrading more quickly than usual, you can take immediate actions to diagnose problems with your engine. If you relied only on your preventative maintenance schedule, you could miss early warning signs about your engine’s condition!
Did You Know?
The most harmful types of contamination are often invisible to the human eye. This is why using condition monitoring tools and not relying on a visual inspection of fluid is so important!
Preventative versus Predictive Maintenance at a glance:
Preventative Maintenance
Prevents an issue before it might happen.
Actions are driven by historical averages. For example: Changing your oil every 5,000 miles.
Preventative maintenance is fairly effective, but can result in unnecessary expense/downtime or potentially miss early warning signs.
Predictive Maintenance
Predicts when an issue is likely to happen.
Actions are data-driven based on real-time information. For example: Using an oil life sensor to change oil as needed.
Predictive maintenance allows for strategic downtime and use of resources, and can allow early detection of hidden problems.
Condition Monitoring Tools for Predictive Maintenance
A large volume of high-quality data is the cornerstone of predictive maintenance.
Whether your operation is just wading into a predictive maintenance strategy for the first time, or is trying to refine their condition monitoring system, ask the experts! Schroeder Industries has products and solutions that provide rapid, useful insights into your fluid condition backed by decades of fluid care expertise.
However, there is no single silver bullet for cutting emissions. Each sustainability roadmap takes different forms using a combination of methods for carbon reduction, from exploring alternative fuels, to conserving resource usage, and more.
One method that most industries can capitalize on for cutting carbon emissions is often overlooked: Filtration.
3 Key Ways Filtration Affects Sustainability
Whatever fluid your application utilizes—hydraulic fluid, diesel fuel, process fluid, etc—keeping it clean is vital for maintaining efficient operations. As it turns out, filtration does more than just protect your operation from downtime!
Here are the key ways that high quality filtration can make an industrial operation more sustainable:
Conserving Hydraulic Oil
Hydraulic and lubricating oils are often disposed of before their usable life is up, when all they need is a little filtration! Saving just one gallon of oil saves 23.6lbs of carbon dioxide emissions.
Improving Energy Efficiency
Contaminated fluid damages components, reducing equipment performance & efficiency. Improving energy/operating efficiency through filtration is especially critical for battery-powered equipment!
Reducing Diesel Emissions
Clean, dry diesel fuel combusts more efficiently with fewer harmful emissions. Equipment that operates more efficiently also consumes fuel more efficiently. Better fuel efficiency = less diesel burned = lower carbon emissions!
Choose Your Filtration Wisely!
Not all filtration solutions are created equally, so don’t settle for less. Schroder Industries develops filtration solutions with high-end performance and sustainability in mind. Ask the experts in filtration what solution is right for you!
What is Schroeder Industries’ Energy Sustainability Initiative?
Schroeder Industries has been spreading the word about the benefits of filtration for decades. Our objective is to help our customers reduce costs and improve operational efficiency, and now, that mission includes helping reach carbon reduction goals!
The Energy Sustainability Initiative is Schroeder Industries’ mission to provide fluid power filtration solutions that contribute to a cleaner world and help organizations reach their sustainability goals. Here’s how:
Conserving Fluid Resources: Reducing wasted hydraulic oil & diesel fuel by reclaiming contaminated oil and fuel, extending oil life, and optimizing tank assemblies.
Enabling Energy Efficiency: Maintaining system health, and thus energy efficiency, through filtration and diagnostic solutions that protect equipment components.
Facilitating Cleaner Fuel: Improving diesel fuel quality and reducing associated carbon emissions through superior fuel filtration.
Empowering Clean Energy: Supporting emerging clean energy technology, including electric and hydrogen gas powered systems, with optimized filtration solutions.
Engineering Sustainable Solutions: Engineering innovative alternatives to wasteful and inefficient filtration technology.
The Energy Sustainability Initiative is more than just a lofty ideal—our solutions have made real impacts on the carbon footprint of our customers! Below is a mix of of eco-conscious ESI solutions and case studies where Schroeder Industries was able to solve real customer issues and enhance the sustainability of their practices.
Conserving Fluid Resources
Case Study L-5177: Saving Oil Through Tank Optimization
Hydraulic tanks are often inefficiently designed and oversized for their application, meaning more oil is consumed than necessary!
Schroeder Industries combines advanced simulations with optimized filter and reservoir solutions to create tank packages that function with less oil in a process called Tank Optimization.
Not only does this reduce cost for the customer, but by shrinking the reservoir size, oil savings compound over the equipment’s lifetime.
As we’ve already discussed, less oil = less emissions!
Here’s just one example where Schroeder Industries combined a Tank Optimization analysis with an optimized TNK tank package to make a more sustainable, efficient tank assembly:
An OEM manufacturing fire trucks wanted to free up space for more firefighting equipment and overall reduce the weight & improve the performance of their existing tank assembly.
Through Tank Optimization and the efficiency of a TNK25 complete tank package, Schroeder Industries was able to downsize their reservoir by more than half!
Here’s how Tank Optimization helped this customer:
Reservoir Downsized by 30 Gallons and 230lbs
Initial Cost Savings Per Unit of $946 USD
Additional Machine Space Created for Equipment Storage
Initial CO2 Reduction: 702lbs Per Unit
With a smaller and more efficient hydraulic reservoir, CO2 savings will compound over the equipment’s lifespan each time the hydraulic tank is filled!
Case Study L-5148: Revitalizing Water-Contaminated Oil
After particulate contamination, water is the most common form of contaminant in hydraulic oils and fuel.
This contamination type comes with its own hazards including lower lubricity, corrosion, and even microbial growth within diesel fuel.
Oftentimes, oil and fuel which becomes saturated is disposed of and replaced, when all it needs is filtration!
For applications with high exposure to water and humidity, this can lead to huge amounts of unnecessary carbon-intensive waste, not to mention the enormous cost and inconvenience.
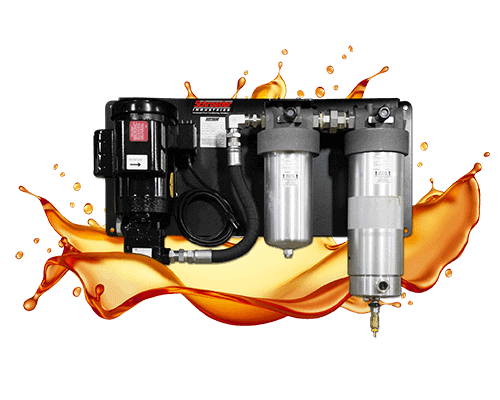
Schroeder Industries offers a variety of dehydrating solutions including combination particulate and coalescing filters, specialized dehydrating units, and more. Here’s an example of just one of those solutions, the TDSA, in action!
A customer utilizing injection molding equipment for plastic packaging production was spending $25k or more monthly on new oil purchases and waste oil disposal due to high levels of water contamination.
With the TDSA Triton Dehydration Station®, the customer was able to rapidly reclaim contaminated oil and massively cut oil waste moving forward!
Here’s how the TDSA helped this customer:
ISO Code 16/14/12 Reached; Cleaner Than Their ‘New’ Oil
$25-30K Saved Per Month On Oil-Related Expense
220gal Oil Reclaimed in Two Days
48hr CO2 Reduction: 5,192lbs
And that was just the beginning! Over time, the oil and CO2 savings from filtration will continue growing.
Utilizing Anti-Stat Elements, this customer was able to multiply their oil life and take a huge chunk out of their annual carbon footprint:
An automotive plant experienced an increase in static discharge after switching to a new hydraulic oil blend, which dramatically reduced their oil life.
With Anti-Stat Elements, Schroeder Industries was able to increase their oil lifespan and save an enormous quantity of hydraulic oil!
Here’s how Anti-Stat Elements helped this customer:
Oil Service Life Increased +4 Years
2.6K Gallons of Hydraulic Oil Saved Per Press
31.7K Gallons of Hydraulic Oil Saved Annually
CO2 Reduction: 748,120lbs Annually
Saving any amount of oil through filtration has a direct impact on your carbon footprint!
In the meantime, there are many ways that the impacts of diesel power can be reduced, including the use of biodiesel blends and DPF exhaust filters which reduce emissions from diesel exhaust.
Diesel fuel filtration prior to use can also greatly reduce emissions. Contaminated diesel fuel does not combust as efficiently, leading to lower fuel efficiency and more harmful byproducts, ultimately resulting in more emissions.
Below is an example of a customer who was able to resolve excessive emission violations simply by filtering their diesel fuel:
A mining operation had been repeatedly cited for equipment exceeding emission standards, resulting in hefty fines, not to mention the damaging emissions themselves.
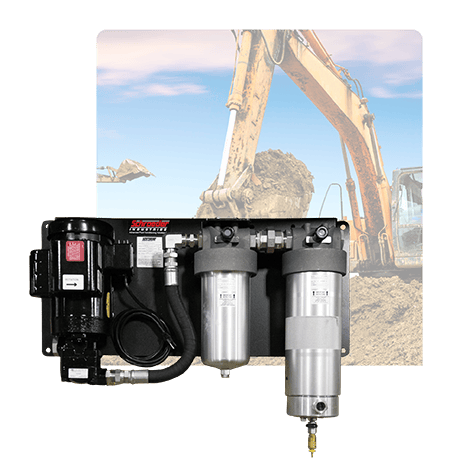
Schroeder Industries identified poor diesel quality as the likely culprit, and deployed a Bulk Diesel Filter Panel (BDFP) to restore their fuel quality and clean up their operation.
Here’s how the BDFP helped this customer:
ISO Codes of Fuel Improved to 15/13/10 & Better
Savings Up to ~45k USD In Fines Per Emission Violation
Operation’s Emissions Reduced to Compliant Levels
Properly Filtered Diesel Fuel Results in Fewer Emissions!
Not only does it result in fewer emissions, but fuel efficiency leads to cost savings for operators, too.
Growing global energy demands and increasing concerns regarding sustainability are ‘fueling’ the adoption of alternative energy sources. Like conventional fuels, filtration is critical for ensuring high performance and longevity in equipment powered by compressed gases.
Schroeder Industries is at the forefront of filtration innovations that support this energy evolution, developing effective solutions tailored to the specific needs of alternative fuels like CNG and hydrogen.
CGF Series
Filtration for compressed natural gas (CNG), one of the fastest growing and most widespread alternative fuels on the market!
Compressed natural gas (CNG) is among the most commonly used alternative fuels, as it provides comparable torque to traditional petroleum-powered engines while producing 27% less CO2 emissions.
Between purpose-built hydrogen engines and retrofits, hydrogen power will continue to rapidly proliferate. However, even hydrogen gas requires filtration to ensure optimal machine performance and increased component life.
The GF Gas Filter Series is Schroeder’s premier hydrogen filtration product line, engineered with careful consideration for the unique characteristics of hydrogen.
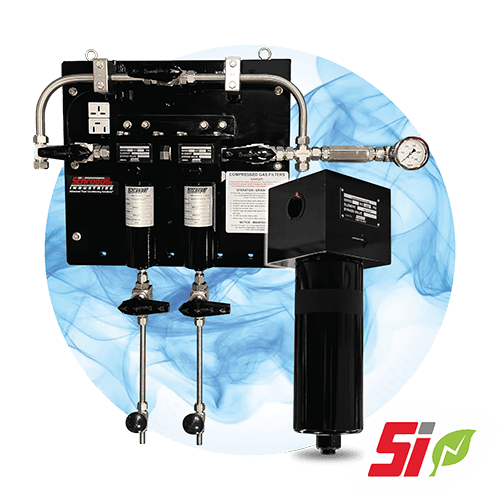
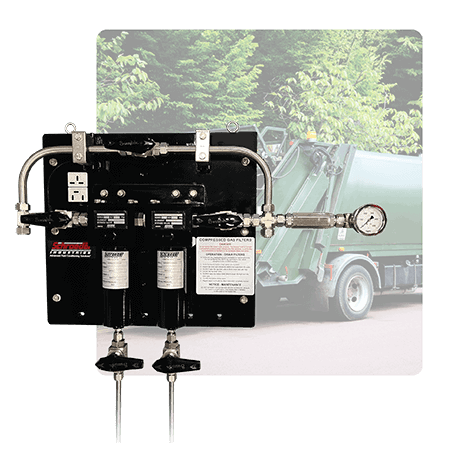
Check out the following case study to see part of the CGF Series in action!
An MRO in the refuse industry was transitioning its vehicles to cleaner CNG power, but struggled to source high-quality CNG filtration elements in a timely manner and sought a more easily maintained slow-fill CNG filtration system.
Schroeder Industries provided the CGFP50, an extremely effective, cost-saving solution with ample element supply to support their alternative energy initiative!
Here’s how the CGFP50 helped this customer:
$5k – $10k Estimated Savings on Installation Per Site
Estimated $10k Saved on Maintenance, Consumables Per Site
Potentially 6-figure Annual Savings Across All Fueling Sites
Unfortunately, filtration itself involves some unavoidable waste. Filter elements, which capture particulates within the system, will eventually become full and must be discarded and replaced.
However, Schroeder Industries is always on the lookout for ways to reduce waste in our filtration product designs. Here are some of our recent innovations which re-use components that would ordinarily end up in a landfill!
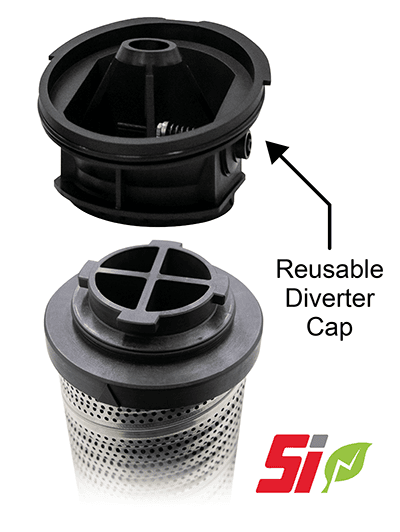
GPT Filter
Advanced cold-start protection with a unique, reusable diverter cap!
Keeping with the principles of our Energy Sustainability Initiative, Schroeder Industries is always looking for more sustainable angles in our product designs.
Our engineers saw the opportunity to reduce waste in our GPT design by developing a reusable diverter cap. Typical filters discard the diverter cap along with the filter element, but the reusable GPT design reduces the amount of waste material being disposed of.
Additionally, the unique bypass placement increases system protection in cold start conditions.
Conventional filters which place the bypass opening in the base of the filter risk contamination during bypass.
By keeping the bypass in the top of the GPT, contaminants which have settled into the element are isolated from the system during bypass.
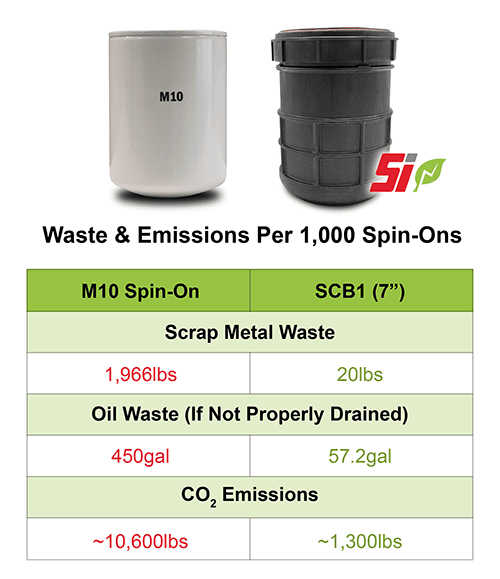
A cost-effective, sustainable alternative for wasteful, conventional spin-on filters!
Conventional spin-on filters are convenient to use, but the disposable housing results in massive amounts of wasted materials.
Schroeder Industries has engineered a more eco-friendly alternative, which features a durable, reusable outer bowl! Now you can get the convenience of a spin-on without the associated waste.
Cuts down on waste and emissions, including a ~99% reduction in scrap metal waste
Discards less oil with each change-out, conserving resources and reducing wasted oil
More cost-effective element replacement compared to conventional spin-on filters
Powered by filter elements with higher pleat counts and lower pressure drop for superior filtration performance
Posted by McKenzie Thorpe on | Comments Off on Protection from Cottonwood: What You Need To Know
Spring is officially here, and while many welcome the warmer weather, spring conditions can bring higher risks of contamination. (And no, we’re not just talking about allergens!)
One specific phenomenon, ‘cottonwood season,’ poses a particular risk for industrial operations using cooling towers, open loop systems, and other process fluid systems exposed to the outside air.
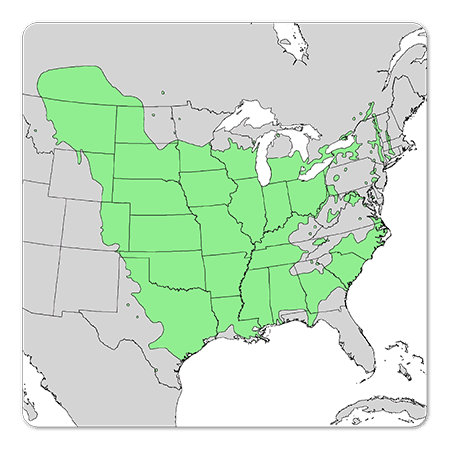
Cottonwood Season: The What, Where, and When
The eastern cottonwood tree, which is native to a large portion of the United States and parts of Canada, spreads using fibers that carry its seeds on the wind—hence the name ‘cottonwood.’ The resulting drifts of white fluff can be so dense that they look like out-of-season snow.
While all this cottonwood fuzz looks pretty innocent, for industrial operations near cottonwood trees, all that fibrous fluff can cause some pretty serious problems.
How Can Cottonwood Fluff Affect Your Industrial Operation?
The flurry of cottonwood seeds and fiber can cause major issues for industrial operations in the affected area, including:
Blockage of Intake Screens & Filters: The floating cotton-like seeds can accumulate in water intake structures, clogging screens, filters, and grates, leading to reduced water flow and increased maintenance.
Pump Damage: Accumulated seeds and debris can enter pumps, causing inefficiencies, overheating, or even mechanical failure.
Irrigation System Blockages: In industries reliant on irrigation (e.g., agriculture, cooling systems), cottonwood debris can obstruct pipes and sprinkler heads.
Increased Organic Load: Cottonwood fluff and seeds will decompose in water systems, increasing organic matter and contributing to algae growth and biofouling.
Tannins & Chemical Leaching: Cottonwoods release natural tannins, which can alter water chemistry, potentially affecting industrial processes like chemical treatments or cooling towers.
Scaling in Cooling Towers: Industrial cooling towers can experience fouling due to cottonwood seeds sticking to wet surfaces, reducing efficiency and increasing the need for chemical treatments.
Fire Hazards: The highly flammable cotton-like seeds can accumulate in cooling systems, HVAC units, and other water-cooled industrial equipment, posing a fire hazard.
Because the main threat of cottonwood season is particulate contamination from the cottonwood seeds, robust process filtration offers the best protection.
Schroeder Industries’ AutoFilt® filtration products excel in capturing large quantities of contaminants in process fluid streams, and the RF14 in particular is our expert recommendation for cottonwood contamination scenarios:
Automatic Back Flushing: Allows for virtually uninterrupted operation as the RF14 continuously filters process fluid stream, self-cleaning the filter baskets in just 4 seconds
Maintenance-Friendly: Automatic back flushing eliminates manual basket cleaning, and pre-filtration can reduce maintenance requirements for downstream components
Highly Effective Filtration: Rated for particulates as low as 10µm
Meet Virtually Any Flow Requirement: Piping multiple RF14s in parallel can provide exceptional protection at virtually any flow rate required
Proven Performance: Real-world success in a variety of applications, including cottonwood contamination removal
Don’t just take our word for it: Check out the case study below where a customer struggling with cottonwood fibers got back on track with an AutoFilt® RF14!
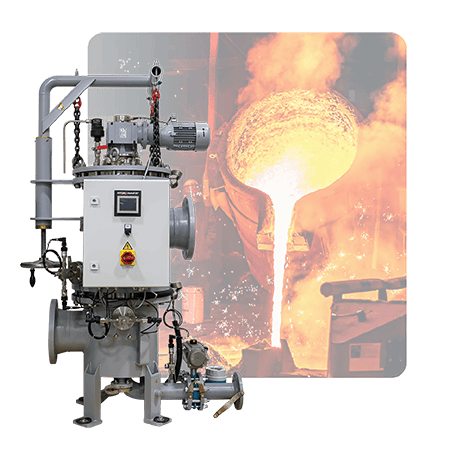
When a steel mill was experiencing frequent clogging in their equipment, forcing frequent and costly downtime to unclog nozzles and other components, Schroeder Industries identified cottonwood seeds and fluff as the culprit!
The customer’s cooling water supply was exposed to this cottonwood contamination through its cooling towers, which drew in enough fibers to cause serious clogging.
Fortunately, the AutoFilt® RF14 is designed for exactly this type of scenario, and was able to eliminate these service interruptions!
Here’s how the AutoFilt® RF14 helped this customer:
RF14 Protects Cooling Water Quality
Zero Cottonwood-Related Service Interruptions Since Install
Concerned About Cottonwood Contamination? Schroeder Industries Has You Covered!
Tell us about your application and any issues you’re concerned about, and the experts at Schroeder Industries will work out a solution for your specific needs! Our Process Filtration division has the tools you need to keep your operation flowing smoothly.
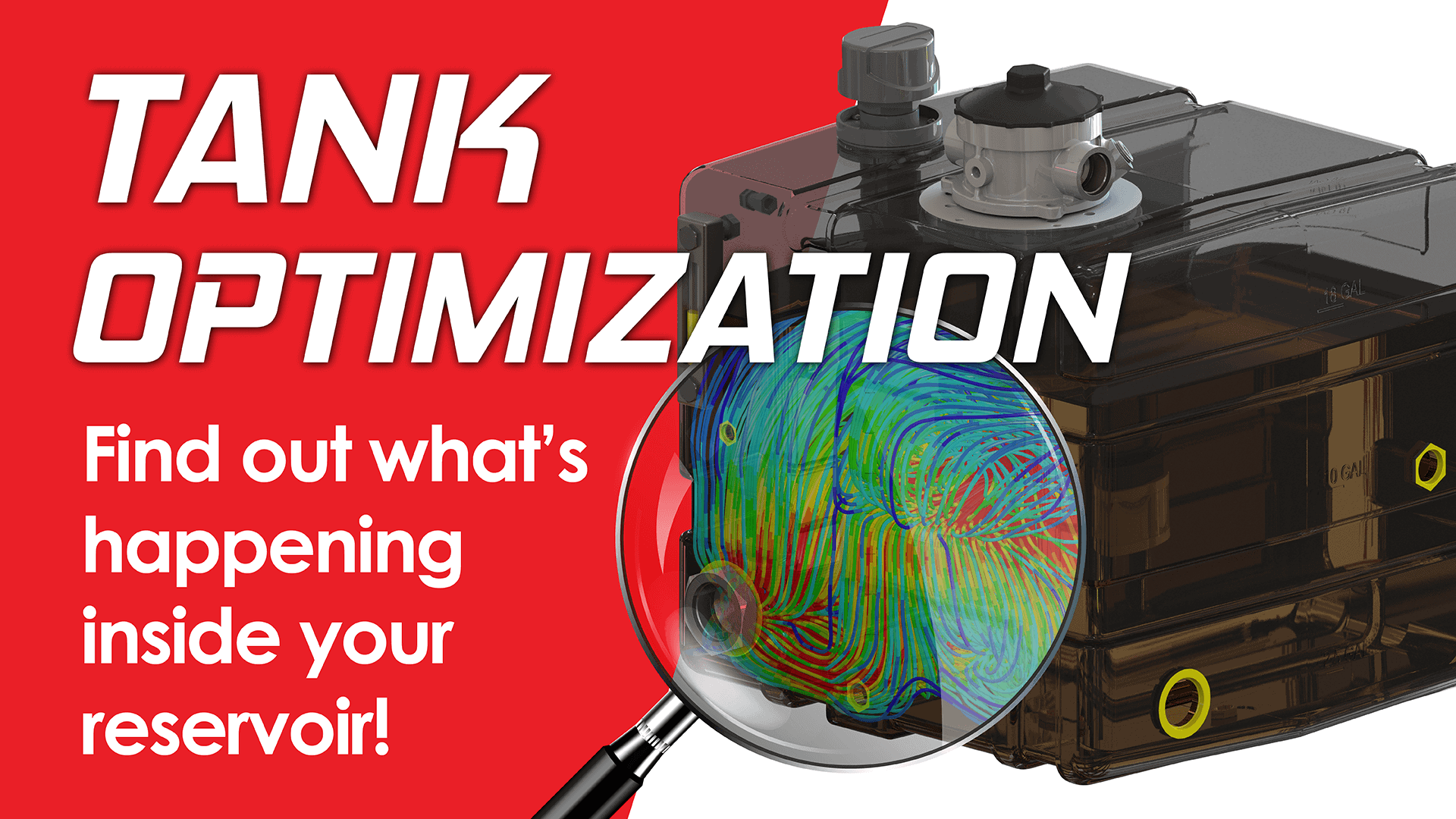
Do You Know What’s Happening In Your Hydraulic Tank?
It may surprise you to hear that many hydraulic reservoirs are oversized and inefficient!
Tank Optimization can give you important insights into how fluid moves inside your reservoir, and put you on the path towards a more efficient, cost effective, sustainable machine.
What Is Tank Optimization?
Tank Optimization aims to reduce reservoir size and improve performance by addressing the following:
Volume Utilization. In a properly designed tank, every cubic inch of the hydraulic fluid should circulate within the reservoir. If the fluid isn’t circulating, it might as well not be in the system! Areas of stagnation are known as dead zones, and are a clear indicator that a tank is too large.
Fluid Velocity. In the simplest terms, lower fluid velocity is best! The tank is where deaeration occurs, and air can escape the fluid more easily when the fluid velocity is lower and less turbulent. Part of Tank Optimization includes optimizing flow, reducing velocity and improving deaeration.
What Can Tank Optimization Do For You?
The ultimate end goal of Tank Optimization is to improve system efficiency, and a reduction in tank size and fluid volume can have a range of benefits for the design, energy consumption, cost, and carbon footprint:
Increased Machine Space
A smaller hydraulic reservoir creates opportunities for design improvements. Tank Optimization can enable a larger fuel tank or battery, additional supply storage, or even an overall downsizing of the machine!
Improved Energy Efficiency
Reducing the tank size/overall fluid volume reduces both the weight and warmup time of the hydraulic system, allowing the equipment to operate with lower energy consumption.
Conservation of Resources
A smaller hydraulic tank means less oil is needed on the first fill for OEMs and on all subsequent fills for the end user, saving on oil-related costs! Additionally, the tank assembly will require less material to manufacture.
Increased Sustainability
Improving fuel efficiency, reducing oil volume, and minimizing the material needed to construct the system’s reservoir through Tank Optimization all contribute to a reduced carbon footprint.
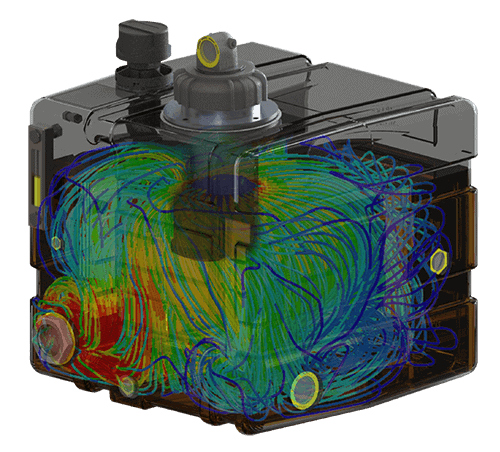
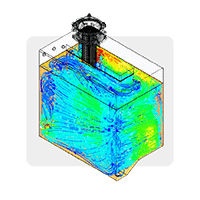
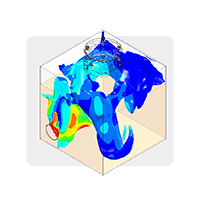
Through cutting-edge simulations and CFD analyses, Schroeder Industries provides our customers with real world data on various tank dynamics and characteristics to uncover inefficiencies in the tank assembly and develop optimized solutions for virtually any application.
Schroeder’s experts assess a range of characteristics in the tank analysis process:
Flow Simulations
One of the most important tank characteristics is flow. Flow simulations assess the flow patterns and velocity of fluid in the tank. Is the flow fast and turbulent? Are there stagnant pockets (dead zones) in the reservoir?
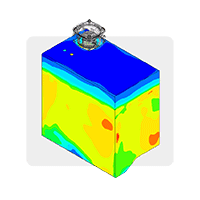
Thermal Simulations
Temperature can also reveal a lot about a reservoir’s design. How quickly/evenly does the fluid reach operating temperature? Do hot spots indicate faster fluid degradation? Do cold spots indicate stagnation?
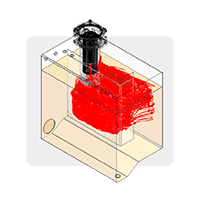
Deaeration Simulations
Removing air from the hydraulic fluid is one of the most important roles of the hydraulic tank and return filter. These simulations determine air residence time in the reservoir, and whether it has time to effectively exit the fluid.
Sloshing Simulations
A sub-optimal tank can actually be one of the biggest contributors to air contamination! Sloshing simulations reveal if splashing within the reservoir could be trapping air in the hydraulic fluid and worsening air contamination.
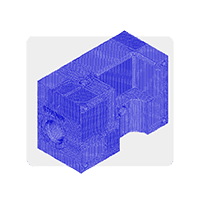
Structural Analysis
The structure of a reservoir influences not just how fluid circulates, but also whether it will deflect when full or possibly fail or become damaged when mounting or bearing further loads.
Tank Optimization In Action
Schroeder Industries has helped dozens of customers downsize their reservoirs and maximize the efficiency of their tank assemblies, reducing cost and more!
Check out the following case studies, and ask our experts about a Tank Optimization consultation:
An OEM producing ride-on snow removal equipment, wanting to be more competitive in the market, sought solutions to improve their hydraulic oil cleanliness and optimize their systems.
By combining Tank Optimization with the advanced deaeration of Air Fusion Technology filtration, Schroeder Industries was able to downsize the reservoir from 9 gallons to 2 gallons, allowing the customer to improve their equipment design and become more competitive!
Here’s how Tank Optimization helped this customer:
Reservoir Downsized by 7 Gallons and 51lbs
Design Improvements: Runs 2x Longer Than Competitor
Nearly $100 USD Initial Cost Savings Per Unit
Initial CO2 Reduction: 100lbs Per Unit
With a smaller and more efficient hydraulic reservoir, CO2 savings will compound over the equipment’s lifespan!
An OEM manufacturing fire trucks wanted to free up space for more firefighting equipment and overall reduce the weight & improve the performance of their existing tank assembly.
Through Tank Optimization and the efficiency of a TNK25 complete tank package, Schroeder Industries was able to downsize their reservoir by more than half!
Here’s how Tank Optimization helped this customer:
Reservoir Downsized by 30 Gallons and 230lbs
Initial Cost Savings Per Unit of $946 USD
Additional Machine Space Created for Equipment Storage
Initial CO2 Reduction: 702lbs Per Unit
With a smaller and more efficient hydraulic reservoir, CO2 savings will compound over the equipment’s lifespan!
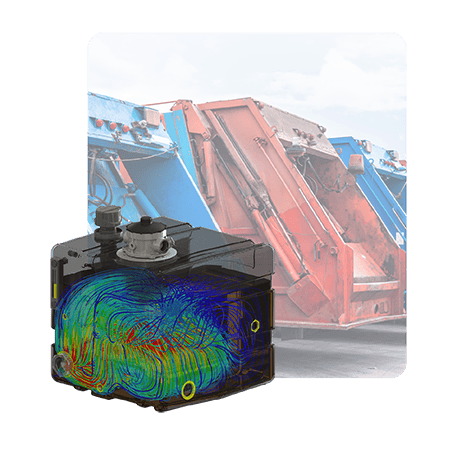
An OEM manufacturing a variety of hydraulic refuse trucks sought ways to improve the design and efficiency of their side loader model.
Through Tank Optimization and the in-tank benefits of Schroeder’s BRT filter, Schroeder Industries was able to downsize their existing 75 gallon reservoir.
Here’s how Tank Optimization helped this customer:
Reservoir Downsized by 19 Gallons
Weight Reduction of 335lbs Per Assembly
$380 Initial Oil Cost Savings Per Unit
Initial CO2 Reduction: 450lbs Per Unit
With a smaller and more efficient hydraulic reservoir, CO2 savings will compound over the equipment’s lifespan!
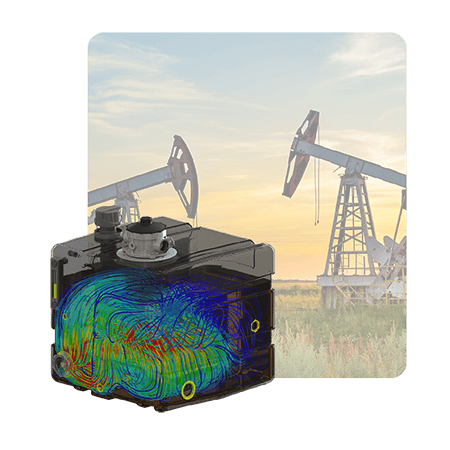
An OEM developing a variety of equipment for the oil and gas industry sought to increase the efficiency of the hydraulic wet kits powering their massive snubbing unit rigs, which operate using a very large industrial reservoir.
Through Tank Optimization, Schroeder Industries was able slash nearly 3/4 ton of weight from their tank assembly!
Here’s how Tank Optimization helped this customer:
Reservoir Downsized by 160 Gallons
Weight Reduction of 1411lbs Per Assembly
$3,200 Initial Oil Cost Savings Per Unit
Initial CO2 Reduction: 3780lbs Per Unit
With a smaller and more efficient hydraulic reservoir, CO2 savings will compound over the equipment’s lifespan!
Steel isn’t the be-all, end-all of hydraulic tanks. Schroeder’s TNK Series are expertly engineered for high filtration and deaeration performance, exceptional durability and a high standard of cleanliness all while being less energy-intensive to manufacture than a comparable steel reservoir. The TNK1C is the latest in our line of high-performance rotomolded reservoirs.
Optimized for heat and air removal. The patented, integrated baffle wall on these hydraulic tanks creates settling zone for returning oil (degassing) with simultaneous cooling effect.
Combine with Air Fusion Technology for unparalleled deaeration capabilities.
Lightweight and cost effective, but extremely durable. The TNK series is designed for high performance in a range of conditions, capable of withstanding heavy impacts and temperature extremes.
No risk of corrosion compared to metal hydraulic reservoirs.
Certified clean tanks. Our TNKs are subject to a proprietary, intensive cleaning method and a rigorous testing process to maintain a high standard of roll-off cleanliness, protecting your equipment from reservoir-related contamination.
Recyclable, more eco-friendly alternative to steel tanks. Our TNKs are made with recyclable High Density Polyethylene (HDPE), considered among the easiest plastic materials to recycle. Pound for pound, these tanks require significantly less energy to produce than a comparable product made with steel.
Complete hydraulic reservoir solution. Comes with vital accessories like gauges, in-tank filters, and air breathers already installed
Built To Roll With The Punches – Check Out Our Tough TNKs!
Is Your Hydraulic Reservoir Optimized?
Did you know that many hydraulic reservoirs are oversized for their application?
This could be reducing your system’s efficiency, increasing your oil expenses, and exposing your equipment to excess air contamination!
Through cutting-edge simulations and CFD analyses, Schroeder Industries can provide real world data on various tank dynamics and characteristics to uncover inefficiencies in the tank assembly and develop optimized solutions for virtually any application.
Ask the experts at Schroeder Industries what a Tank Optimization Consultation could do for you!