Hand-held filtration systems are compact, self-contained, “light-viscosity”, industrial separation systems.
With over 70% of all premature system failures being attributed to hydraulic and water source contamination, it is critical to implement the finest portable oil filter machine to all phases of a hydraulic circuit. That includes the flushing, transferring, and filling processes. The flexibility of portable filtration makes addressing filtration across these different phases easy.
Filter carts are are a convenient mobile alternative to stationary units, but hand-held units take this a step further. Portable filter units utilize the same filtration technologies most commonly found in full-size filtration cart systems, but offered in a portable size, similar to a Black & Decker Hand Vacuum. Often times, at least in our case, these units are sold with high efficiency, high capacity liquid pressure filter elements capable of removing particulate contamination and/or water quickly, conveniently and economically from the hydraulic fluid.
Hand-held filter elements are especially critical to the operating system pressure lines since new fluids often have contamination levels significantly higher than the recommended amount in most hydraulic systems. These units are small enough for use as drum or tank top filtration for cleaning up existing systems as well as the pre-filtration of new fluids.
Why Schroeder Industries?
As the markets that uses hydraulic components become more dynamic, they are now more dependent on the highest quality filtration, separation, and reservoir accessories available.
Our hand-held systems are the premier offline, portable filtration systems for maintaining oil water separation and mineral-based fluid conditioning in the market.
Which Schroeder Industries portable filtration unit is right for your needs?
With two (2) product offerings available, each with a proven track-record, our solutions are the industry go-to for affordable and easy-to-use filtration:
Schroeder’s Handy Filter System Basic Cart is a compact, self-contained “light-duty” filtration system equipped with high efficiency, high capacity elements capable of removing particulate contamination and/or water quickly, conveniently and economically. It is perfect for cleaning up existing systems as well as for pre-filtering new fluids, since new fluids often have contamination levels significantly higher than that recommended for most hydraulic systems.
This portable filtration system’s compact, lightweight design with replaceable element cartridge and reusable bowl minimizes landfill waste. Element service is easily accomplished through the top-ported filter housings. The optional dual filter assembly allows for water and particulate removal or staged particulate contamination removal.
Features and Benefits
Compact size, easily transported
Now available with 12 V DC Power Option, allowing for system power to be drawn directly from your heavy machinery
Cartridge elements have 25% higher dirt holding capacity compared to spin-on filters
Top-ported filter provides easy element service
Can be used as an efficient “tank-topper” solution for drums of mineral-based fluids
Optional Backpack Version available for ease of transport across distances
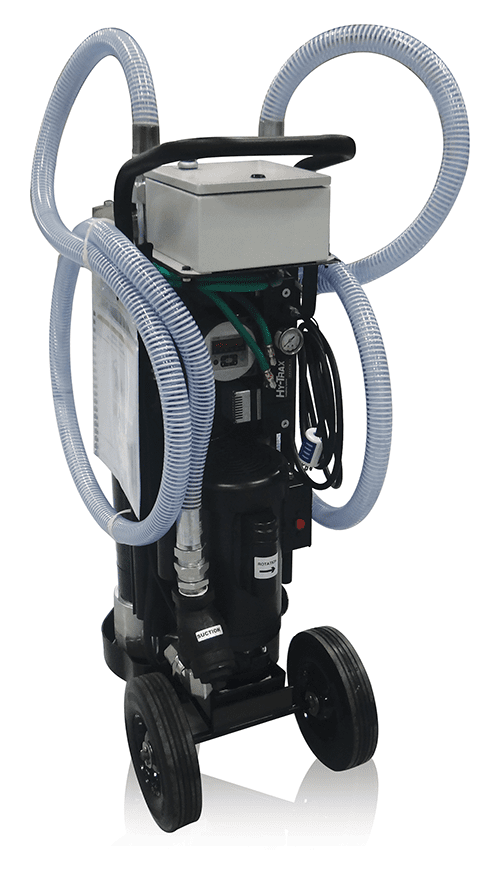
The HFS-15 Hand Held Portable Filter is a portable service unit for filling and flushing hydraulic systems. These can also be used for cleaning in bypass flow. This portable hydraulic filtration unit can be fitted with a contamination sensor to allow for the monitorization of solid particle contamination. The cleanliness class results are displayed according to ISO, SAE or NAS classifications.
Features and Benefits
Improvement in service life for components and system filters
Increased oil service life
Increased machine availability
Simple operation
Compact design
Integrated dry running protection
Optional CS1000 | Contamination Sensor ensures continuous monitoring of oil cleanliness during cleaning
See how the HFS-15 reduced an ISO count of 21/19/15 to 15/14/11 in just 1 hour!
Application Guidelines
Since both hand held filter offerings from Schroeder Industries are light-weight and extremely portable, they can be used throughout the plant or in service vehicles that use high viscosity fluids. Several application examples include:
Supplementing continuous liquid filtration by system filters.
Cleaning up hydraulic systems following a component replacement.
Filtering new fluid before it is put into service.
Transferring fluid from drums to system reservoirs.
Request a Quote – Hand-Held Hydraulic Filter Units
In addition to an in-line hydraulic filtration strategy, an offline filter system can greatly enhance the cleanliness of hydraulic fluid. A Filter Cart System is a stand-alone unit that operates independent of the main hydraulic system, allowing it to function even when the machine is turned off.
Often referred to as an offline filtration or kidney loop systems, Filter Cart Systems have many application points within a plant or factory:
Filtering incoming hydraulic fluids prior to adding to bulk storage
Filtering new fluid before it is put into service
Fluid transfer and filtering before adding to a hydraulic reservoir
Supplementing current hydraulic filtration already in the system
Roll-off cleanliness – cleaning a reservoir on a piece of equipment prior to shipment to ensure peak fluid condition
Cleaning up a hydraulic system following component replacement
Whether your machine is new or many years old, the cleaner the hydraulic fluid, the better the operating condition. In hydraulic systems, 70 to 90% of wear and failure is contamination related. Issues such as defects, misuse or age can be traced to only 10 to 30% percent of failures.
While clean fluid is critical to proper system operation, unfortunately, contamination cannot be stopped. However, with Schroeder Industries technology, it can be managed!
Schroeder Industries Filter Cart Systems
Schroeder Industries offers up to 10 different types of Filter Cart Systems. All of these carts offer the convenience of mobile use. The mobility allows for easy portability and requires less storage space.
Our filter carts are equipped with high efficiency filter elements to remove solid particulates and/or free water quickly and efficiently. The onboard filtration systems are available in either single (one filter) or staged filtration (two filter) configurations.
Our systems range from simple filtration carts (hose to reservoir, powered on, processed through a filter) to our SMART® carts (diagnostic and SMART® controlled components in addition to the standard filter cart process mentioned above). These include contamination monitoring units such as our CS1220, AS1008 and sensor interfaces for data logging and data transfer.
Various flow rates are available depending on model code selected. Kidney loop systems can also be designed for a particular application.
Watch on YouTube “How To Make Your Schroeder Filter Cart SMART®”
Case Studies
Here’s a small selection of our customers who benefited from the superior filtration capabilities of Schroeder Filter Cart Systems:
Problem: Refuse company faced with short oil life and dirty hydraulic fluid in their trucks.
Solution: Through filter and monitoring 3500 gallons (13,250 L) of hydraulic oil at $6.19 per gallon ($1.64 per Liter), refuse company was able to save $21,665 in 6 months (through extending fluid life). The decision to implement the AMFS filter system company-wide was made.
Problem: Customer needed a way to ensure roll-off cleanliness specifications were met after factory assembly and test run of lawn tractors.
Solution: MFD Filter Cart cleans the oil used in the lawn tractors in a roll-off cleanliness program. At the factory, the customer is using the filter cart to clean the fluid prior to shipping the unit. The dual filtration design allows staged filtration and/or water removal if required.
Problem: Customer was seeking a solution to quicken the traditional bottle sampling procedures for oil warranty claims. They requested an on-site particle counter to confirm the required ISO code was met before sending the oil for the warranty to be honored.
Solution: The customer ordered a HY-TRAX Retrofit option to easily add contamination monitoring to their existing MFD filtration cart. As a result, the customer could measure and record their fluid cleanliness level. They could confidently send their oil sample, knowing their corporation would honor the warranty based on the approved bottle sample. HY-TRAX Communication Module is available on the MFS/MFD and KLS/KLD for oils up to 2500 SUS using the G2185 option.
Learn more about custom engineered filtration solutions from Schroeder Industries!
Whatever it takes to tailor a Schroeder filtration system to your machinery and application, our engineers can develop solutions to suit your filtration needs.
Hydraulic Filtration Solutions from Schroeder Industries
Want to protect your valuable hydraulic equipment? Schroeder Industries offers a full range of filtration solutions, backed by decades of proven quality and innovation in the field of fluid filtration. Contact us for more information on how our filter carts and other hydraulic filtration products can enhance your equipment.
Kidney loop systems clean hydraulic fluid and prolong the life of the fluid, filters and equipment. These external filtration systems draw hydraulic fluid directly from the reservoir into a short filtration circuit, then return the cleaned fluid to the reservoir. A kidney loop system can be used to supplement in-line filters when the in-line filter does not provide adequate turnover.
Schroeder’s Kidney Loop System is an off-line stationary version of the kidney loop filter systems on portable carts. It is a compact, self-contained filtration system equipped with high efficiency, high-capacity elements capable of removing particulate contamination and/or water contamination quickly, conveniently and economically.
Keeping Hydraulic Fluid Clean
In a system where only one filter is used, this one filter must remove all of the dirt generated in the system.
By using both pressure and return filters in the system, the work load is shared, making it easier to maintain the recommended fluid cleanliness level for the hydraulic system. However, the reservoir might still contain contamination accumulated over time and from the environment.
An off-line kidney loop system can be added to remove solid particles, improve reservoir cleanliness, and extend the life of the system’s filter elements.
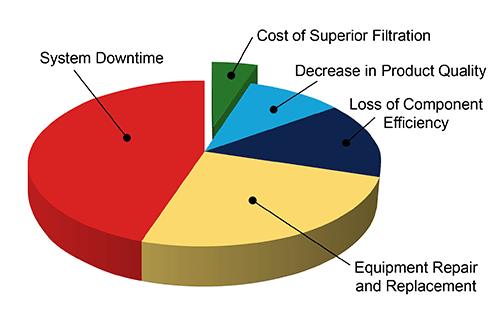
In hydraulic systems, 70 to 90% of wear and failure is contamination related! Only 10 to 30% can be traced back to misuse, defects or age. Contamination cannot be stopped, only slowed down.
System efficiency can drop by up to 20% before an operator even detects a problem. This can appear as cylinder drift, jerky steering, erratic operation or slower performance. Overall, contamination results in shorter service intervals, higher operating costs and lost productivity.
A major portion of particulate contamination can be effectively and efficiently removed by using our kidney loop systems. Reduced downtime, fewer repairs, and more efficient operation can save a company production costs in the future.
Schroeder Industries offers several different types of stationary kidney loop systems, including versions with pneumatic motors in place of standard electric motors. The pneumatic motor offers the same flow capability using the same components, but without the need for an electrical outlet. The greater portability allows for field options on service trucks.
Watch to learn more about Schroeder Industries’ Kidney Loop filtration offerings and how they can benefit your hydraulic systems!
Kidney Loop Filtration Systems vs. In-Line Filtration Systems
A kidney loop system is a fully independent filtration unit, containing its own motor, pump, and filter. The kidney loop system can be linked directly to a reservoir and run intermittently as required, or continuously. Since they function independently from the machine’s hydraulic system, kidney loops are more efficient at removing contamination from fluid and retaining any captured dirt within the filter.
Typical in-line filtration systems only run when the hydraulic machinery is active. The key benefit of a kidney loop system is that it can run 24/7 and polish the hydraulic fluid even when the machinery is powered down.
Applications
Supplementing in-line filtration by system filters when adequate turnover cannot be attained
Large volume systems requiring multiple filters in different locations
Cleaning up a hydraulic system following component replacement
Success Story
Problem: A customer was experiencing problems with external ingression of coal dust getting into the 255 gallon (965 L) lube oil reservoirs on their coal pulverizers. This caused degradation wear on the bearings and bull gears, which lead to premature aging of the system components.
Solution: The installation of KLD filtration skid cleaned up the system fluid from coal dust particulates and other contamination. As a result, the internal wear on system components as well as unscheduled downtime due to contamination was reduced dramatically.
Watch to learn more about Schroeder’s Kidney Loop product extensions:
Keeping a hydraulic system free of contamination is critical for system efficiency and longevity, and high quality filtration elements are the key to contamination control. Unfortunately, it’s not uncommon for customers to seek out low-cost, off-brand imitations of Schroeder Industries filter elements in order to cut down on expense.
Not all filter elements are created equally, and just because a given element fits in a Schroeder filter housing, it doesn’t necessarily provide adequate filtration. Cut-rate imitations may claim that “All filtration elements are guaranteed to meet or surpass all specifications of the original equipment manufacturer” but that’s not always the case. Take a look at the numbers below and see for yourself:
Elements
Schroeder KZ5
“Will-Fit” replacement
# of pleats
80
71
Pleat Height (in)
0.63
0.61
Media Layers
6
5
DHC (g)
119
84.3
Beta 200
4.8
12.2
Beta 1000
6.3
18.1
Elements
Schroeder 27KZ1
“Will-Fit” replacement
# of pleats
80
71
Pleat Height (in)
0.63
0.61
Media Layers
6
5
DHC (g)
378.1
233.1
Beta 200
<4
12.4
Beta 1000
<4
18.3
Cheaper knockoff filter elements trade functionality for lower cost, exposing the hydraulic system to increased risk of contamination, machine downtime, and system failure. Furthermore, the blame for these failures may be wrongly placed on the housing manufacturer, not the cut-rate filter element.
How can we ensure that proper, high-quality filtration elements are being used?
Quality Protection: Guaranteeing High Quality Filter Elements, Every Time
Quality Protection is Schroeder’s answer to the problem of mismatched, inadequate elements. The patented, premium Quality Protection elements are engineered specifically for superior performance when paired with Schroeder filter housings.
What does Quality Protection mean?
End users cannot substitute “will-fit”, low quality elements for a Quality Protection element
OEM’s will capture aftermarket revenue from Quality Protection elements; exponential growth year after year
Increase in machine productivity and reliability when Quality Protection filtration elements are deployed
Overall reduction in warranty claims when hydraulic equipment is protected by superior filtration
Why Do My End Users Need Quality Protection?
Hydraulic system downtime and repairs represent a significant portion of overall costs to equipment end users. Contamination is the leading cause of hydraulic machine downtime, accounting for as much as 70% of premature machine failures. Ensuring the highest quality filtration protects your end users’ equipment from contamination-related failures and associated costs.
How Does Quality Protection Benefit My Business?
Quality Protection is the clear choice for protecting your end user’s hydraulic equipment from contamination-related damage, but how does it benefit your business directly?
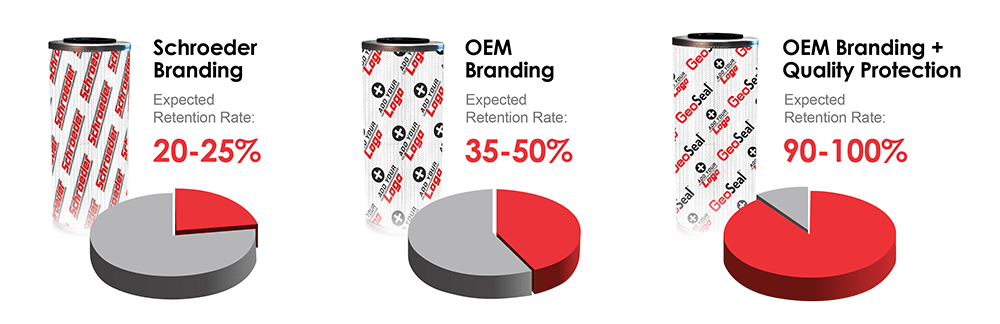
Not only will your equipment perform at like-new levels, but Quality Protection can also provide an increase in aftermarket retention year over year. By taking advantage of our Quality Protection filter elements with the private labeling option, you may see up to 90-100% aftermarket retention. Compare this to the expected retention when using standard Schroeder elements with or without private labeling.
Over a 10 year period, one may sell an estimated triple the quantity of filter elements when implementing a Quality Protection strategy than without. The associated boost to sales margins makes this a highly profitable, winning strategy.
Quality Protection Solutions
Geo Seal®| Patented Quality Protection
US Patent D658740
The element grommet and mating bushing are given a new geometric shape
Provides a unique way for OEMs to retain replacement element business and keeps a filter’s performance at the level it was supplied
GH6, GH9, GH11, & GH14 HydraSPIN Filters
Only filters to offer a full range of a cartridge style element, but in a robust metal housing
Up to 35 gpm (130 L/min) HydraSPIN Filters (GH6 & GH9),
Up to 87 gpm (325 L/min) HydraSPIN Filters (GH11 & GH14)
Capable of delivering the best performance solution for any hydrostatic or CVT application challenge
Air Fusion Technology (AFT)
Patent Pending In-tank filter design
Lightweight; as part of a tank optimization package can reduce reservoir size
Lock & Key Quality Protected, OEM specific interfaces available
Superior de-aeration performance
360 degree swivel connection; lines stay connected during element changeouts
Part of Schroeder Industries 2030 Initiative
Lock & Key
Quality-Protected Design for OEMs
Patent protected design that can be customizable to specific OEM requirements
The bushing acts like a lock, the end cap acts as a key, and only a matched “Lock & Key” will allow the element to seal on the bushing
Unique and customizable patterns for OEMs to “own” an exclusive design for their equipment
Currently utilized in high pressure housings and AFT technologies
Private Labeling Solutions
Incorporating a private labeling program has proven benefits for aftermarket element business retention, and offers additional protection against inferior, cut-rate filter element substitutions. Schroeder offers a full line of branding solutions for filter elements, including our Quality Protection items. Review our Private Labeling Capabilities Form and email sisales@schroederindustries.com to plan your private labeling program!
Mitigating fluid contamination is a chief concern for hydraulic systems. Solid, liquid, and other forms of fluid contamination account for up to 90% of all hydraulic system failures. Water, ingested particulate contamination, and metal particles from internal component wear are just a few types of contamination. Contamination is influenced by ambient conditions and other variables, and can have serious impacts on hydraulic equipment performance.
Contamination cannot be completely stopped, but proper fluid filtration can prolong the lifespan of your hydraulic components—and a successful treatment strategy begins with accurate diagnostics.
Portable Fluid Condition Monitoring
To make fluid assessments more convenient, Schroeder Industries developed several portable fluid condition monitoring systems. These compact units are designed to deliver real-time insights into the health of a variety of hydraulic fluid types. On-site analysis with a portable condition monitoring unit saves time and money compared to shipping samples to oil testing labs, or using complicated analysis kits. Their portability makes them usable in the field, in remote locations, along a manufacturing process production line—anywhere a hydraulic system can be found.
Click the image to see the TFC page
Introducing Total Fluid Condition (TFC)
The new TFC unit represents the latest in fluid condition monitoring technology. This revolutionary portable service unit is designed to measure and differentiate particulate contamination, as well as relative water content and temperature.
Improving Contamination Data Accuracy
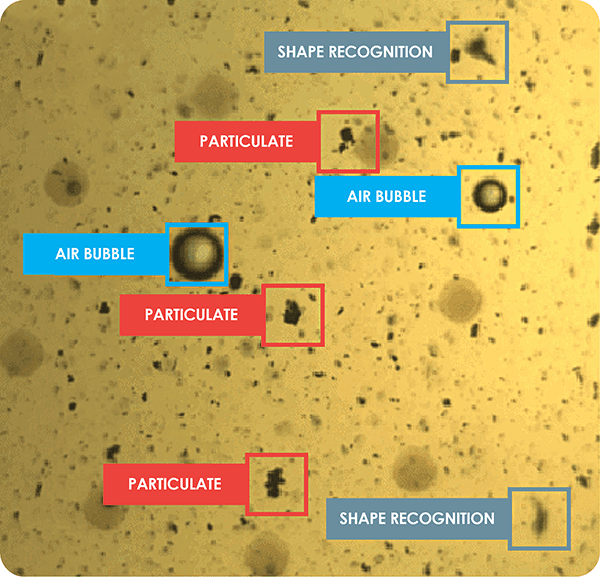
Correctly identifying the type and source of hydraulic fluid contamination is critical for developing a treatment strategy. The TFC unit improves upon the accuracy of fluid contamination data in synthetic and mineral oil based hydraulic fluids, offering users a more complete analysis of their fluid health than was previously possible. This improved precision stems from the new direct digital imaging sensors incorporated into the TFC units.
Other portable fluid contamination monitoring units have utilized light-based sensors, which struggle to differentiate between contamination types, but direct digital imaging sensors can distinguish air bubbles and water molecules from solid particles. This results in a more accurate ISO count, and better understanding of the fluid’s health.
The TFC can also sort particles into fatigue, cutting, sliding wear, and fiber categories to estimate cause of contamination. The direct imaging particle counting software coded into the unit uses size and shape-recognition technology, based on advanced algorithms, as a dirt classifier to distinguish contaminates.
TFC Applications
Like Schroeder’s other portable fluid diagnostics systems, TFC is a powerful, versatile tool for any fluid cleanliness testing scenario:
Perfect for in-plant/industrial applications, during the assembly process or at the end of the production line.
The compact design and onboard battery also make the TFC ideal for mobile applications, such as testing for service trucks or in remote locations.
Other Benefits of Fluid Condition Monitoring
The oil waste reduction aided by the TFC unit’s fluid diagnostic capabilities doesn’t just help protect your equipment. It also reduces costs and environmental impacts related to oil waste.
All hydraulic fluid must be changed eventually, but routinely testing fluid cleanliness and addressing contamination prolongs its lifespan. This results in less frequent oil disposal, saving on the expense of new oil.
Additionally, the reduction in hydraulic oil waste and consumption helps lower an operation’s carbon footprint and environmental impact. The TFC unit is part of Schroeder Industries’ Energy Sustainability Initiative supporting carbon reduction goals across various industries, thanks to the benefits it imparts by helping extend the life of oil and reduce waste.
Want to learn more about what Total Fluid Condition can do for your business? Contact us!
In recent years, the mobile hydraulics industry has been revolutionized by the development and proliferation of electric hydraulic systems. Among other inherent benefits, electric hydraulic systems could also be dramatically more energy efficient compared to traditional hydraulic systems.
How is this possible? Unlike traditional hydraulic systems, electric hydraulic motor-pump units only operate when flow and pressure are required to perform the working task at hand.
When there is no flow or pressure required, the electric hydraulic motor-pump unit switches to zero energy-mode, saving the consumption of energy and increasing the system’s efficiency. This is what we call energy efficiency.
Energy Efficiency through Electric Hydraulics
Energy efficiency, put simply, is when less energy is needed for a system to get the job done. This can be achieved by lowering the amount of energy consumed to accomplish an equivalent output (e.g. halt of use when not in operation).
Think about some of the newer car models in the market today.
Some higher-end models shut down every time the car stops at a stop light. Since the car is in idle at that stop light, why would the car continue to place tension and wear the performing components when they’re not performing their sole duty: driving?
This way of thinking is slowly creeping into hydraulics too. Experts are now looking at ways to incorporate these (and other) types of electric energy to power hydraulic machines. This is called electric hydraulics.
Electric Hydraulic Advantages
Electric hydraulic systems have some major advantages over their traditional hydraulic counterparts. The key advantages of electro-hydraulic motor pump units are:
Up to 70% more efficient than standard hydraulic counterparts
CO2 reduction = less fluid being used in the system
Component lifespan increased, especially with bearings and seals
Ability to control direction & amount of hydraulic flow by controlling direction/speed of the electric motor.
Injection molding machine systems eliminate the need for directional and proportional valves in the motion axis.
Fewer, less complicated components also simplifies troubleshooting.
Quieter run times, reducing noise decibel readings
Save space and reduce weight with lighter, more compact electric systems
Integrated electrohydraulic packages are now available. These packages include an electric motor, controller, and hydraulic pump combined into one compact unit to lower total cost of ownership.
With the rising trend of electric drive vehicles and utilizing efficient energy throughputs, there is now a need to reduce power consumption and extend the battery life through increased hydraulic efficiency. How do we capitalize on saving energy and becoming more efficient in electric hydraulic systems?
The answer: minimize the pressure drop
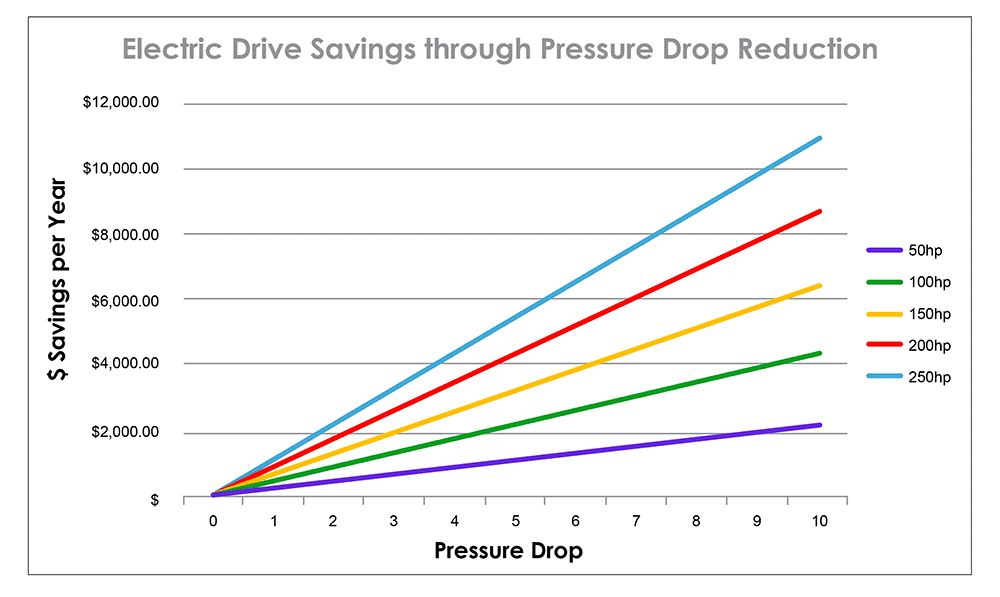
Electric Drive Savings Through Pressure Drop Reduction
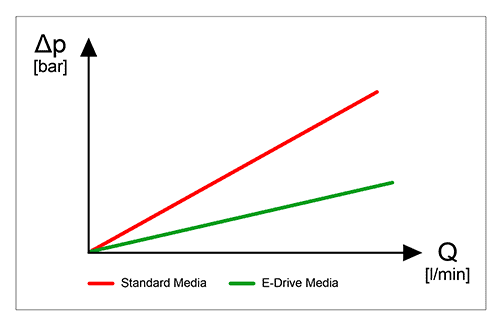
All energy has a price, and wasting it means wasting meaningful dollars. It is desirable to have as much energy that is inputted into a system available to do useful work. In hydraulic systems, we tend to look at differential pressure across the entire system. Differential Pressure describes the loss of energy available in a hydraulic system—however, the energy is not lost, but converted into thermal energy, which is unavailable to perform useful work.
For example, a small pressure drop effects high horsepower systems, as the pump/motor group must make up for that loss of energy and operate much harder, costing more money and shortening component life. Take a look at the figure below to see an example of how much money can be saved by lowering the pressure drop by a few psi:
*Assuming electric driven operation at 65% efficiency. $ Savings based on energy cost of $0.15/kw-hr & ~6000 hours per year on an electric driven operation.
So how do we lower the overall pressure drop in an electric hydraulic system? That is where Schroeder’s Electric Drive media can help.
Schroeder’s Electric Drive Media
The use of Schroeder’s GREEN, Electric Drive (E-Drive) Media filtration technology guarantees safe and reliable equipment operation, all-while conserving the use of energy.
Part of Schroeder’s Energy Saver initiative, filter elements made using the all-new E-Drive Media are characterized by a low pressure drop, making them suitable for low energy requirements compared to conventional hydraulic elements under the same ambient conditions.
In certain applications, the E-Drive Media can lower the pressure drop to a point where consumers may be able to size down their horsepower requirements on their current motor and save even more overall!
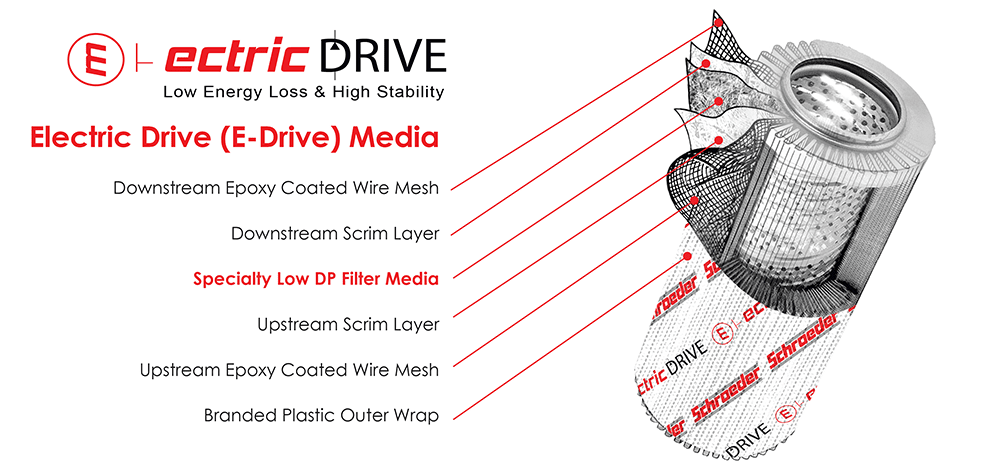
E-Drive filter elements are made using an all-new specialty formulated, high efficiency, low differential pressure media and are the perfect choice for use in electric hydraulic drive motor-pump units. Use them for conserving energy bills and wherever high viscosity fluids are employed – especially at low temperatures that produce a cold start behavior.
Let’s see how our 10-micron Electric Drive media element compares to the typical synthetic microglass media available on the market today.
Technical Specs (evaluated in K-sized element):
Media Type
β200 [µm(c)]
Pressure Drop Factor [psid/gpm]
E-Drive Media (10 µ)
10.2
0.050
Typical Synthetic Media (10 µ)
10.6
0.156
Element Collapse Rating: 145 psid (10 bar)
Temperature Range: -22°F to 212°F (-30°C to 100°C)
Flow Direction: Outside to Inside
E-Drive Media is currently rated for 10-micron filtration, with other micron options available in the near future.
What Can E-Drive Media Do For You?
To see if Schroeder’s Energy Saving Initiative E-Drive Media can be the right solution for your electric hydraulic systems, email us at sisales@schroederindustries.com or leave a comment in the blog post below.
Schroeder Industries’ wide offering of fuel filtration solutions represents the cutting edge in innovative and advanced fuel filtration technology.
Our range of products are designed specifically for fuel filtration applications. This includes bulk storage, mobile equipment prefiltration, alternative fuels, and fuel contamination monitoring. All are engineered to address the problems with modern fuels in a compact, reliable, and cost-effective way.
At Schroeder Industries, we apply innovative technology to meet the global needs of fuel cleanliness. We work to provide a wide selection of light weight, and compact solutions.
Our product range includes fuel filters, filtration systems, and condition monitoring equipment for all-around diesel protection. Schroeder Industries has our customers covered from production to consumption.
Fuel cleanliness is a main factor in making sure diesel-powered machinery and diesel engines are operating at their highest performance.
To put it simply, the most important thing we can do, is make sure your fuel is free of any contaminants. This can include water, particulates, fungi, etc. Our products are designed to remove these contaminants.
Contamination can cause microbial growth, which can cause destruction in your fuel systems. This can lead to field failure and can allow bacteria to spread in your system.
Fortunately, with Schroeder Industries, our filters can get these destructive contaminants out of your fuel. Bringing them up to exceptional cleanliness levels.
With our fuel diagnostic technology, you can take a preventative approach and know when exactly your fuel may need extra support.
Our Fuel Filtration Technology and the Environment
We recognize the world is seeking more environmentally sound ways of creating equipment that uses more efficient technologies and systems.
We are always looking for ways to keep this global movement in the focus of our development. This includes making strides in creating more energy efficient fuel filtration technology.
Many of the global equipment manufacturers are making advancements in the electrification of mechanical or hydraulic systems and equipment. This doesn’t get rid of the need for diesel fuel or alternative fuels, but underscores the importance of better fuel filtration.
Modern fuels are made to adhere to the standards addressing emissions, equipment reliability, safety, and storage. Therefore, our fuel filtration technology follows the same standards. It is of high importance for us to know the problems faced as fuels continue to change.
Engines are becoming smaller to make room for the electrical components, wiring, and storage. It is crucial to provide the highest performance filtration in a compact and lightweight package.
However, this does not eliminate the need for bulk diesel, or alternative fuel. This makes the need for your pristine fuel quality even more essential.
Schroeder Industries also understands the importance of being environmentally friendly.
We use advanced technologies to minimize the energy needed to clean and condition fuel. This encourages the reclamation of fuels that would normally be disposed of. Doing this can result in reduced waste and an overall reduction in emissions, helping to accomplish a cleaner world.
Schroeder Industries is ISO 9001 certified and members in good standing with PEI. Both organizations help fulfill our dedication to making sure all of our customer’s fuel quality is outstanding. Our team stays up to date on the guidelines from the International Organization for Standardization (ISO) 4406 and industry trends from PEI.
Schroeder Industries offers a complete range of hydraulic fluid tank accessories, subsystems, and individual components such as breather filters.
The Hydraulic Tank Accessories Product Categories focus on providing the components that make up the entire hydraulic reservoir.
Each component on the reservoir performs a key role for fluid care and hydraulic motors.
We not only produce tank-mounted return filters, we also manufacture and supply every component needed to make a reservoir even more valuable to the overall fluid system. We have:
Air breathers (both synthetic media and silica gel options)
Strainers
Sight gauges
Reservoirs
Component level products such as types of level gauges/liquid level gauges, electrical and visual indicators are also included in this product line
*All available for private labeling making Schroeder Industries your one-stop shop private label manufacturer (see below)!
Why Should I Use Schroeder Hydraulic Tank Accessories?
Schroeder Hydraulic Tank Accessories serve many purposes. Our primary goal is to keep fluids under high pressure as clean as possible.
We use patented technology in an attempt to secure the national brand product in the market.
Our customers will tell you that we have the best:
Our air breathers ensure all hydraulic oil types are free of airborne debris, both moisture and solid.
We offer a portfolio of high quality, cost effective air breathers with various options for a wide range of applications.
Our breather elements are constructed of phenolic resin impregnated paper or synthetic media. Both types provide high resistance to moisture and adequate micron ratings, ensuring proper filtration while extending the operational service life of the breather.
In our experience over the last 75 years, we have determined that hydraulic fluid is best when it is dry.
Dry hydraulic fluid lasts longer and reduces wear and tear on components as well as reducing varnish formation in the hydraulic fluid.
Our desiccant breathers will help maintain the cleanliness and condition of the fluid in the circuit by keeping the fluid dry and free from airborne particulate contamination.
Strainers ensure a secondary protection for components on the hydraulic system.
By installing a strainer on the hydraulic reservoir, you will capture larger pieces of unwanted debris from entering the suction line. We offer two types of strainers: standard metal based suction and magnetic.
Sight level gauges and other detecting devices provide information for the stored fluid including fluid levels.
We offer several options of gauges, including those to use as a warning of increased (or decreased) levels.
These are a must when seeing and maintaining the level of oil in your reservoir is crucial to your operation.
Our hydraulic reservoir tank products embody the totality of the reservoir system; eliminating any optimization problems and including all of the components mentioned above in a single purchase order.
These turnkey solution can be retrofitted to any application requiring a hydraulic reservoir. They are engineered to function as a standalone system and can be dropped into any hydraulic circuit right out of the box.
Watch on YouTube “TNK | Complete Package Solution | Official Product Release”.
With Hydraulic Tank Accessories, it is important for them to seamlessly integrate with your equipment. In addition to the products mentioned above, we also make hydraulic adapters and hydraulic connectors to make incorporating our accessories simple.
Customization at Schroeder doesn’t stop with our filter products.
With every aspect of the hydraulic circuit covered, we have an unrivaled ability to create custom solutions to fit your exact needs. Whether it be a sizing requirement on a hydraulic pump or a specific location for an adapter. Schroeder Industries has a plan for you.
Private labeling is a significant feature Schroeder offers for multiple products. This includes accessories.
Private label goods are perfect for companies that already use Schroeder Industries products within their equipment. We have the option to private label brand all of the components mentioned above to represent your brand.
Ask about our interactive forms to screen-print, laser, or paint any and all information you require on your product. Our forms allows our customers to design the label exactly how they want it, so we get the best outcome.
Flexibility options include:
The location of your logo
How you’ll send the artwork
Custom markings
Barcodes
At Schroeder Industries, we’re committed to finding the perfect results for you and your company. Reach out today for a Schroeder Hydraulic Accessories solution!
Over 70% of all system failures are caused by contaminants in the fluid. Even when no immediate failures are apparent, high contamination levels can be present and sharply decrease hydraulic controls in the blink of an eye.
Contamination is defined as any substance foreign to the manufacturing equipment and damaging to its performance. If not controlled, contaminated hydraulic fluid can impact hydraulic system efficiency, reduce the lifespan of machine components, or even cause a catastrophic failure of hydraulic equipment, among other issues. Proper preventative measures, namely filtration, are critical.
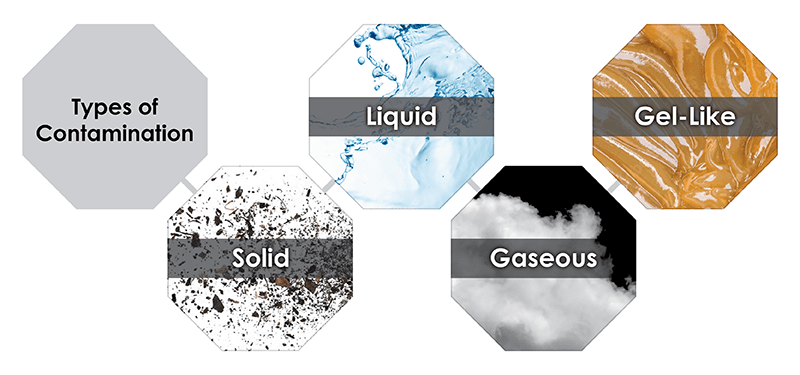
There are four primary types of fluid contamination, each of which contribute to machine and component wear in their own ways. Each type of contamination can have a cascading effect which contributes to the other types.
Solid contamination can lead to worn sealing surfaces and surfaces that cause leaking points for external air and moisture ingression and can also lead to friction-induced localized thermal degradation.
Solid contamination, generally referred to as particulate contamination, comes in all sizes and shapes and is normally abrasive to major components in the hydraulic system.
With this abrasive quality, a high contaminant level accelerates component wear and decreases the hydraulic supply and service life.
Worn components, in turn, contribute to:
Inefficient hydraulic machine operation
Seizure of hydraulic parts (such as hydraulic pumps, cylinders, and hydraulic motors
Higher fluid temperatures
Leakage
Loss of control
Liquid contamination (i.e. water) can accelerate the fluid aging process and generation of varnish. Water contaminated hydraulic fluid can also cause corrosive pitting of metallic components and therefore generate solid metallic particle contamination.
Gaseous contamination (i.e. air) can cause cavitation and dieseling effects which may lead to particle contamination and local thermal degradation.
Gel-like contamination—such as varnish created by oil degradation—can be a root cause of accelerated aging, increased particle generation via changing and inadequate lubrication properties, as well as the formation of water from chemical reactions.
Contamination can also act as a catalyst to accelerate oxidation of the fluid and spur the chemical breakdown of its constituents.
Watch on YouTube “Fluid Contamination Control: What You Need To Know”.
What is Hydraulic and Lube Filtration?
Hydraulic and Lube Filtration is the perfect candidate for combatting issues with contaminates.
It will provide one of the only value statements you will ever need.
Schroeder Industries offers a full division of Hydraulic and Lube Filtration. With 75 years of manufacturing experience, there’s a solution for every facet of a hydraulic system, including:
By utilizing filter technology for your operating fluid, it will remove many of the contaminates mentioned above and extend the life of the system components (also mentioned above).
The filtration process helps remove contamination from oil systems and conditions the fluid on a continuous basis. It also ensures the oil viscosity properties remain constant per the desired temperature ranges.
Interested in protecting your equipment with hydraulic filtration products from Schroeder Industries? Our Distributor Locator can help connect you with a member of our expansive distributor network.
Watch on YouTube “The 7 Steps to Choosing the Correct Filtration”.
Schroeder Industries’ offers Hydraulic and Lube filter assembly types up to 6,500 psi (448 bar).
Using fluid technology, our hydraulic filter housings are continuously tested using the latest ISO (International Organization for Standardization) and NFPA (National Fluid Power Association) test procedures in our Fluid Care Center (FCC). Extensive testing is conducted to verify rated fatigue and burst pressures and to ensure compatibility with various mineral-based fluids.
And all other types of oil, fuel, water, and compressed gases
We’ve even coined the phrase “if it flows, it’s probably Schroeder”.
Trust the Experts of Process Filtration
Proper filtration in treatment processes such as process water, wastewater discharge, or reuse is critical.
Moving liquids or gases from somewhere like a refinery, food/beverage, steel, automotive, pulp and paper or oil produced water application requires pre-filtration due to high amounts of suspended solids in these typical applications.
In fact, there are usually several filtration and treatment steps in these applications to ensure that the treated water meets the required discharge or reuse standard.
In addition, filtration in treatment schemes ensures reduced operating cost on downstream polishing treatment systems.
Schroeder Industries Focuses on Your Process, Delivery Reliability and Improvements
Schroeder Industries will optimize your filtration solution based on the specific characteristics of your system, including the water source, specific application, and downstream equipment.
Poor filtration can cause a degradation of your final product or failure of downstream equipment. This can cost hundreds of thousands, or even millions of dollars in downtime or wasted product.
Schroeder Industries is here to partner with you to ensure reduced maintenance and high quality filtration designed specifically for your application.
The most important aspects of the application of filtration process include:
For instance, a very important step in a membrane treatment plant in the United States is the pretreatment of fluid to remove large particulate and biologicals.
If unmanaged, poor prefiltration can result in:
Increased maintenance costs
Increased energy consumption
Damaged components (like a pump or heat exchanger)
Reduced service times
But why Schroeder?
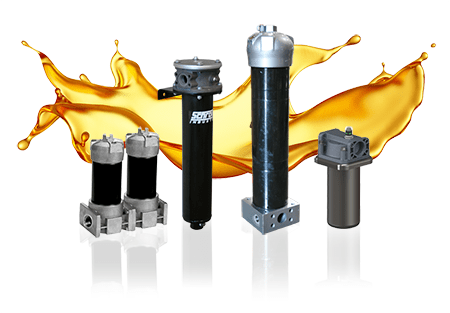
At Schroeder Industries, our 75 years of industrial application of filtration has lead us to offering just three (3) common design-types of process filters:
Backflush, Self Cleaning Filters/Strainers (automatic and manual) covering a wide range of flow and filtration ratings.
The elements in all backflush filters are reusable and economically sound.
Backflush filters offer low maintenance requirement and low operating costs.
This includes our line of backwash, automatic self cleaning water filters and auto strainer filters.
Bag Filter Systems come in multiple standard sizes of 1, 2, 3, and 4.
These are most suitable for coarse and fine filtration.
This includes our line of single, duplex and oil absorbing bag housing and element solutions.
Cartridge Filter Systems are elements that apply depth filtration.
Depth filtration increases dirt holding capacity while offering efficient filtration.
These are also suitable for fine filtration.
This includes our line of self cleaning cartridge filters, basket strainers, and more.
Learn how to open ro filter candle – Watch on YouTube “PLFx Series | Process Inline Filter”.
We also own exclusive partnerships to help us be your one-stop partner in filtration.
It is our experience that your project will flourish with any one of the options listed above.
The option always lives to choose one, proceed, and move forward on the project at hand.
What if I have needs not satisfied by the options listed above?
If we later determine that one of the aforementioned options does not quite meet the goals you have set in place, we also specialize as an engineering firm. Our in-house team has the ability to look at your operational design and personalize a process filtration solution fit for your individual needs.
This may even include taking one of our existing solutions and retrofitting it to your specific needs.
The Schroeder Guarantee
Schroeder ensures protection of product and equipment, no matter what the project. To do this, it is important to perform selective filtering of solids from gas and liquid process streams. Poor filtering can cause a degradation of your final product or failure of equipment. This can cause hundreds of thousands or millions of dollars in downtime or wasted product.
An infinite amount of applications and gases/liquids exist and Schroeder has the expertise to determine your optimal filtration needs. Schroeder has the optimized filtration solution based on your media, economics, permits, filtration goals, etc. This can include industrial processes, mining food and beverage, drinking water and wastewater.
Watch on YouTube “Process Technology | Water Filtration Systems”.
In this vast world there are no two applications that are exactly alike. Schroeder Process Division has the experience and expertise to provide you with personalized answers and solutions. From low viscosity water, emulsions and machine coolants to heavy fuels to compressed gas applications – Schroeder is your filter expert!
About us – Schroeder Industries – A US Company
Schroeder Industries (celebrating 75 years in 2021) is a US Corporation that started as a mining equipment manufacturer and reseller in 1946. Since then, the company has evolved to be a leading firm in the development and production of fluid power conditioning equipment. Schroeder designs solutions for both OEM and MRO, Industrial and Mobile Equipment. From hydraulic fluids and low-viscosity fluids to process water and fuels. A partnership with Schroeder guarantees innovative products, processes, and solutions to improve performance and efficiency in your equipment.






































{kind=link}