Posted by McKenzie Thorpe on | Comments Off on The 4 Definitive Qualities of a Good Filter Element
What Makes a Good Filter Element?
Filter elements are at the heart of every hydraulic system. While elements are often treated as a disposable afterthought, their contamination-busting role makes elements absolutely critical for system longevity and performance.
So, if you’re thinking of trying to cut costs with cheap, generic filter elements—think again.
Quality truly matters when it comes to filtration. Whatever you might be saving in element costs, you’ll likely end up losing more in maintenance and repair costs, productivity impacts, and more frequent element replacements.
If using quality filter elements is so important, what should you look for in an element?
There are essentially 4 key metrics by which you can judge the effectiveness of a filter element:
High Beta Efficiency
Minimal Pressure Drop
High Dirt Holding Capacity
Good Beta Stability
Let’s get in to what each of these metrics mean for element performance, and for the integrity of your equipment and fluid assets.
High Beta Efficiency
Filter elements come in a range of different micron ratings—that is, the size of particle the filter is rated to capture.
But, just because a filter has a certain micron rating, that doesn’t necessarily mean that it efficiently captures particles of that size!
Let’s look at an example of two elements tackling solid particles 5 microns and higher:
The percentage of particles of a given size that a filter captures is known as its beta efficiency.
Filter Element A only captures 500/1,000 particles >5µm, which makes its beta efficiency 50% for 5µm. This indicates relatively low efficiency.
Filter Element B, on the other hand, captures 999/1,000 particles >5µm, giving it a beta efficiency of 99% at 5µm. This is considered high efficiency.
Certain elements may be nominally rated for a certain micron rating, but actually have a relatively low beta efficiency. For example, a cellulose media element rated for 5 microns could have a beta efficiency as low as 50%!
When you choose an element, be sure to choose elements with a high beta efficiency to ensure the elements are actually capturing the contamination you are targeting.
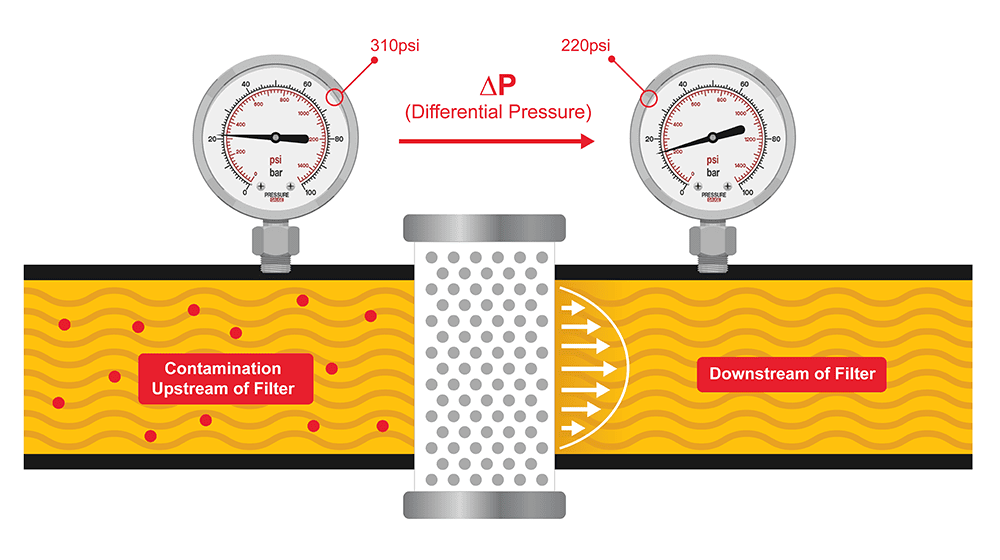
Minimal Pressure Drop
In a hydraulic system, maintaining consistency in system pressure is key to efficient system performance.
However, filter elements by their nature are somewhat disruptive to pressure in the system. In order to filter out contaminants, elements inherently have to interrupt the flow of fluid to some degree!
Representation of typical system pressure drop downstream of a filter element.
Particle capture/filtration and maintaining system pressure must be carefully balanced.
While removing as much contamination as possible in hydraulic fluid is ideal, the tighter the filtration tolerance of an element (i.e. the smaller its filtration rating), the greater the impact on pressure downstream of the filter.
A high-quality filter element is engineered to balance effective particle capture and system pressure, protecting the machine with minimal impact on its efficiency.
Sometimes, operators may sacrifice filtration performance to ensure that they minimize the pressure drop in their system. In reality, a high-quality element can provide effective filtration without excessively affecting system pressure.
Schroeder Case Study: Minimal Pressure Drop Elements In Action
End users operating frac trailers were deliberately avoiding higher-performance, lower micron-rated elements due to concerns about pressure drop.
But, with the right element, exceptional particle capture with minimal hydraulic system pressure drop is possible!
Schroeder Industries replaced the customer’s existing 40 micron elements with a new 25 micron solution. The 25 micron elements offered similar pressure drop characteristics as the original 40 micron elements, but provided significant improvements in filtration performance.
Here’s how Schroeder’s superior elements helped this customer:
40% Increase in Particulate Removal Efficiency ≥25µm
36% Increase in Element Dirt Holding Capacity
Element Change-Outs & Maintenance Downtime Reduced
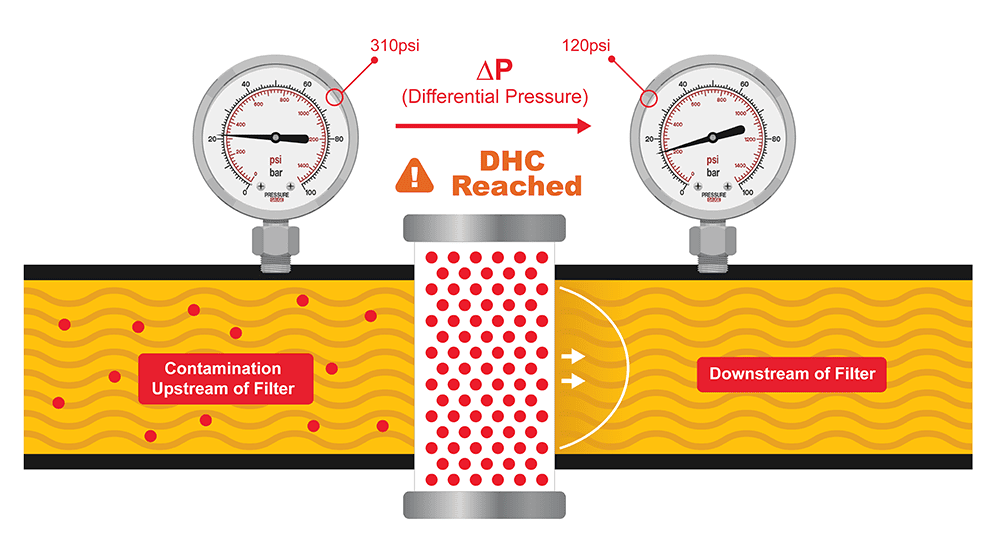
Given the role of the filter element in trapping contamination, the amount of solid particulates the element can hold—commonly called ‘dirt holding capacity,’ or ‘DHC’—is another major factor in element quality.
But, the more particles an element captures, the greater the effect on system pressure.
When the element has accumulated enough particles that it causes too much pressure drop downstream of the element, it has reached its DHC and must be changed out for a fresh filter element.
Note how the downstream pressure drop changes from when the element is new to when DHC is reached:
The more contamination a filter element can capture without causing too much pressure drop, the longer the filter can go without maintenance. That’s the key to good DHC!
This not only reduces the costs associated with purchasing new replacement elements, but reduces maintenance-related downtime.
Beta Stability
This aspect of the filter element is closely related to its DHC and efficiency.
Basically, beta stability is the determination of how efficiently the element captures particulates as it approaches its DHC.
For example, if an element rated for 5 microns begins struggling to capture 5 micron particles as it approaches its DHC, that element has poor beta stability.
If an element is rated for 5 microns, it should be capturing 5 micron particles whether the element is at 1% DHC or 99% DHC!
Final Thoughts: Choosing the Best Element
When it comes to selecting the best filter element, the key is a balance between all four of the key traits described above.
An element may have high beta efficiency, meaning it excels at capturing particles of a certain size…but if it loses that ability as it approaches DHC, then it has poor beta stability. If it has a low DHC, then you will need to interrupt operations and purchase replacement elements more often. And so on!
The right filter element finds a balance between all of the above principles, giving you excellent filtration without compromising system efficiency and with minimal maintenance needs.
Want to upgrade your filter elements? Try the BestFit Cross Reference Search Tool!
Premium filter element equivalents for over 42,000 OEM-brand part numbers and counting!
Affordable, high-performance filter elements to fit a wide range of applications
Engineered with Schroeder Industries’ signature quality
Variety of media grades (cellulose, synthetic, water removal, anti-stat, stainless steel, metal mesh)
Posted by McKenzie Thorpe on | Comments Off on What the Worldwide Fuel Charter Means for Your Bulk Fuel
Considering the cost of replacing diesel injectors, it pays to ensure your fuel is clean.
Just one diesel injector can cost hundreds to thousands of dollars to replace. Multiply that by the number of injectors in a 6 or 8-cylinder engine, and the repair costs can take a considerable bite out of a company’s profits!
A well-designed fuel pipeline includes filtration at the transfer, dispensing/filling, and onboard stages. But a successful contamination control plan must begin at the bulk storage stage.
That’s where recommendations from the Worldwide Fuel Charter come into play.
To explain this, we must first review the most critical part of a diesel-driven machine: The injector system.
Diesel injectors are highly sensitive to solid contamination due to their precise engineering and the extreme pressure they experience while operating.
To ensure these expensive, sensitive components are able to reach their standard operating lifespan, they are assigned a very stringent ISO Target of <12/9/6. This target represents 16x greater sensitivity than a typical modern hydraulic system!
While a system of dispensing and onboard filters help diesel fuel reach that stringent target, if the stored fuel is especially contaminated, those filters can become overburdened.
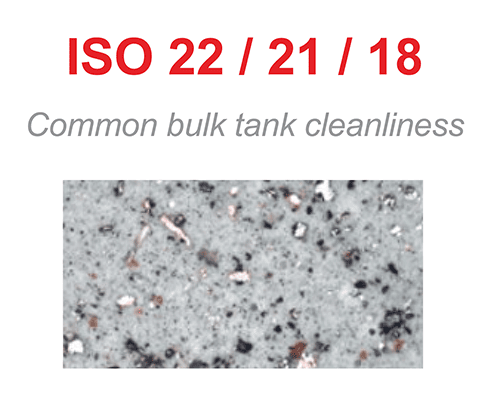
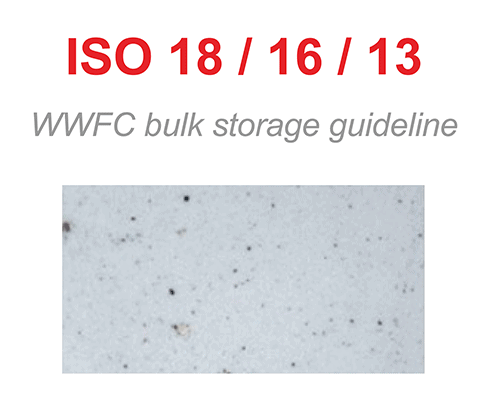
This is why the WWFC suggests a minimum cleanliness target of ISO 18/16/13. By starting with cleaner fuel, the dispensing and onboard filters are not overwhelmed with contamination, allowing them to operate more efficiently and effectively.
Below are microscopic comparisons of a common condition of bulk diesel tanks versus the WWFC target of ISO 18/16/13.
If you need to reach <12/9/6 to protect your injectors, which bulk fuel condition would you rather start with?
The Costs of Contaminated Fuel
Without taking additional steps to ensure the quality of your bulk diesel, your expenses can skyrocket:
Downtime for increased maintenance and filter replacements/machine repairs will disrupt productivity
Overburdened onboard and dispensing filters will require the purchase of more replacement elements
If the dispensing and onboard filters can’t keep up with the contamination, extremely expensive engine and component damage can occur.
The bottom line: Starting with cleaner bulk fuel can cut costs!
Contamination Vectors to Watch Out For
Understanding how bulk stored fuel becomes contaminated can help you implement the right solutions! Here are some of the primary ways that contamination occurs in storage tanks:
New fuel does not always meet the WWFC standard! There are many opportunities in the supply chain for contamination to occur, so be sure to filter any newly purchased fuel before adding to storage.
Storage tanks may already be contaminated. Ensure that empty storage tanks are properly cleaned before adding new fuel.
Storage tanks are vulnerable to environmental contaminants. Storage tanks, especially when kept outside, are vulnerable to rain and humidity, pollen and dust, and other environmental factors.
Microbial growth can worsen contamination. ‘Diesel bug’ is a phenomenon where, through a combination of water contamination and bacteria in the tank, thick microbial sludge grows and thrives in the tank.
Bulk Diesel Solutions from Schroeder Industries
Schroeder Industries engineers, manufactures, and delivers a full suite of fuel filtration and polishing solutions!
Here are just two of our favorites:
BDFP – Bulk Diesel Filtration Panel
14 or 25 gpm (53 or 95 L/min)
Combines particulate GHPF filter and coalescing GHCF filter with integrated pump. Powerful performance & straightforward installation in new or existing filtration systems!
Posted by McKenzie Thorpe on | Comments Off on Is Your Fluid Condition Actually On Target?
When it comes to contamination, what you don’t know could be costing you.
In hydraulic systems, up to 70%-90% of wear and failure is contamination related!
To keep your equipment functioning properly, slash repair costs, and operate as efficiently as possible, contamination control is essential. The effects of contamination costs tens of thousands, even hundreds of thousands of dollars for industrial operations across the world every day!
Every person dealing with hydraulic equipment, diesel-powered equipment, and even compressed gases should know some contamination basics.
Let’s review solid contamination, ISO Codes, and ISO Targets, some of the most fundamental principles of contamination control.
Recap: Solid Contamination
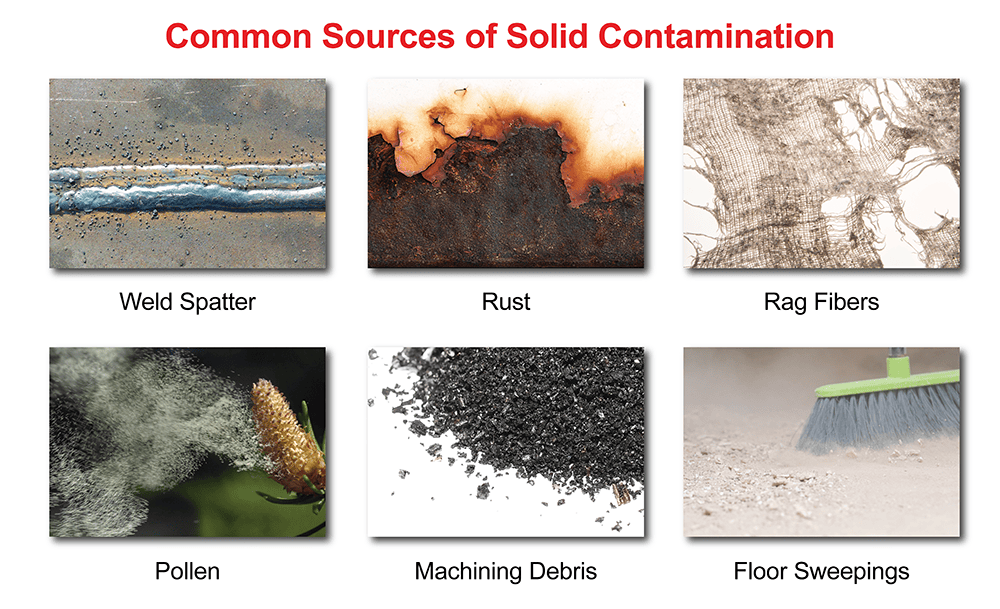
Solid contamination is the most common, and often the most destructive form of contamination in fluid-powered systems. There are countless opportunities for solid contamination to infiltrate hydraulic fluid, diesel fuel, and other operating fluids:
Dust, grit, sand, and other solid particles in the operating environment.
Organic solids such as pollen and debris from trees and other vegetation.
Introduction of ‘new’ fluid that is not adequately filtered. (Never assume that ‘new’ oil or fuel is ‘clean’!)
Machining debris left over from equipment manufacturing and assembly. (This is often called ‘built-in contamination’.)
Solid contaminants are often smaller than the eye can see, but these tiny particles can add up to huge losses in efficiency, productivity, and profit!
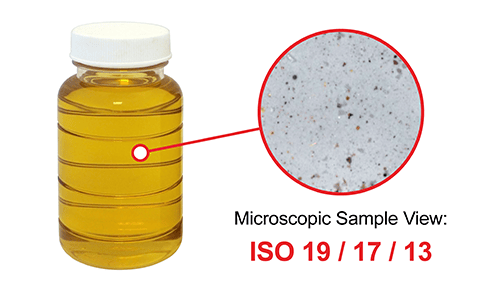
In the world of fluid power, solid contaminants are measured in microns, often represented by the symbol ‘µm’. Microns are used to measure particles on the microscopic level.
While a sample of hydraulic oil or diesel fuel might look perfectly clean at a glance, under a microscope, the hidden danger becomes obvious. These solid contamination particles may be incredibly small, but their impact on your machines can be massive!
As microscopic particles of solid contamination grind through your system, they gradually wear down critical components like servo valves, pumps, cylinders, injectors, seals, and more.
When these components eventually fail, the repercussions can range from inconvenient, to costly, to catastrophic for productivity and even worker safety!
Knowing how how to measure solid contamination—and how much contamination your system can handle before risking premature failure—is incredibly important.
ISO Codes: Decoding Solid Contamination
The amount of solid contamination in a fluid system or a fluid sample is represented by an ISO Code.
ISO Codes (pronounced ‘eye-so codes’) are numerical codes used to quantify the amount of solid contamination in hydraulic fluid, diesel fuel, process fluid—essentially, any operational fluid!
ISO Codes consist of three numbers, separated by forward slashes. These three numbers represent the amount of solid particles across three different size ranges in the fluid.
Higher numbers in an ISO Code mean more contamination in the fluid!
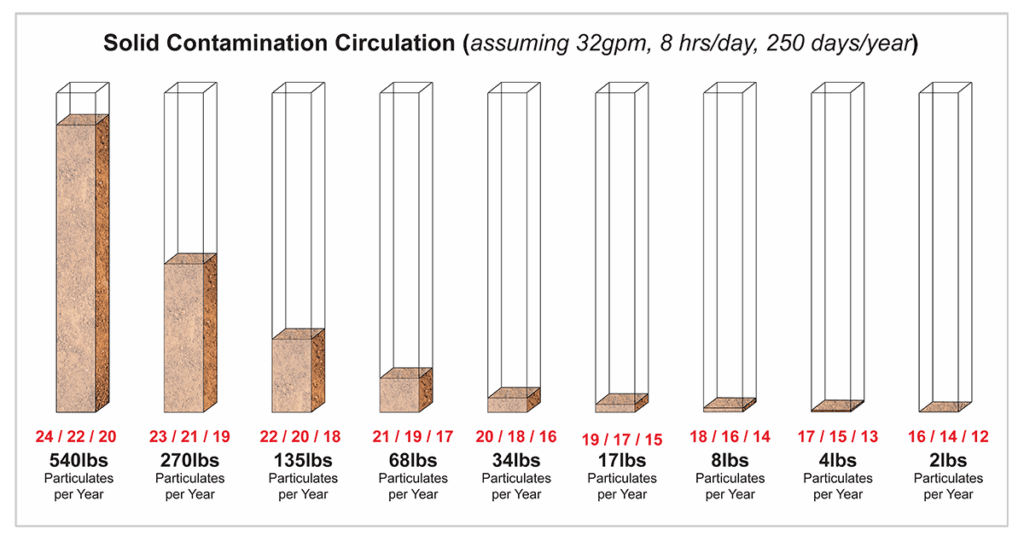
Additionally, with each increase in ISO Class, the amount of contamination is actually doubled. So, if your hydraulic system starts at ISO 16 / 14 / 11, and goes up to ISO 17 / 15 / 12, there istwice as much solid contamination grinding through your system every time you turn it on!
This means that what may seem like a small change in your ISO Code can have huge impacts. Just a few rungs up or down the ISO Class ladder can mean the difference between tens or even hundreds of pounds of solid contamination circulating in your system every year!
If your machine is operating with dirty fluid, this could take years off its life in terms of peak performance. This is why knowing and meeting your machine’s cleanliness targets, also called ISO Targets, is so important!
Tolerances and ISO Targets
ISO Codes are also used to represent part tolerances.
‘Tolerance’ refers to how much contamination a machine component can tolerate and still maintain a ‘normal’ lifespan according to manufacturer guidelines.
Components that are more complex, more sensitive, or located in higher-pressure regions of the fluid circuit, etc. will generally be less tolerant to contamination.
Because tolerance is represented by an ISO Code, an individual component or system’s tolerance is commonly called an ISO Target.
An ISO Target is basically the ISO Code you should aim for in your operating fluid to help your equipment live up to its potential!
Different components within a system may have different tolerances, and thus, different ISO Targets!
The ISO Target for an entire machine or system is based on the component with the lowest tolerance. That way, protection is ensured across the whole system for even the most sensitive component!
How Can I Find My Machine’s ISO Target?
Manufacturer guidelines generally include a minimum ISO Target.
However, a custom assessment could find a target that helps your equipment outlive its expected operational life!
A manufacturer may set a machine’s ISO Target based on a ‘normal’ lifespan for different components.
But, if you can push your fluid cleanliness beyond the manufacturer’s minimum recommendation, it may add years of efficient performance to your machine’s life!
Want to find out if your equipment could go above and beyond its normal operating life?
Talk to the experts at Schroeder Industries! We can provide a comprehensive analysis of your current ISO Targets and contamination control program, and make customized recommendations that help your equipment live up to its full potential.
Tell us about your applications, your equipment, and your operational goals. We’re here to help!
Posted by McKenzie Thorpe on | Comments Off on 2025: Top 5 Filtration Innovations from Schroeder Industries
Another year of filtration innovation is on the books!
Filtration is vital for the equipment that powers virtually every industry. The engineers and product development teams at Schroeder Industries work tirelessly to create filtration solutions that add value and keep equipment operating better, for longer.
In case you missed them, here are our Top 5 Schroeder Industries Innovations for the year of 2025:
Sustainable Cartridge Bowl (SCB)
A revolutionary, waste-eliminating alternative for conventional spin-on filters!
Waste-Eliminating: >90% reduction in scrap metal waste, >80% reduction in oil waste versus conventional spin-ons
Carbon-Cutting: >80% reduction in carbon footprint versus conventional spin-ons
Tested for Toughness: Glass-infused nylon bowl subjected to extensive impact testing and cyclic pressure testing under temperature extremes
Performs Under Pressure: Bowl burst rating of >600psi for 4:1 safety factor, 2x the safety factor of typical spin-ons
Cost Savings: Reusable bowl enables savings with each element change-out
Effective Filtration: Powered by filter elements with higher pleat counts and lower pressure drop for superior filtration performance
Reduces Costly Downtime: Gearbox failures are incredibly disruptive and costly to repair; the Gearbox Cooling Skid is designed to tackle critical vulnerabilities
Cooling Options: Available with air or water-cooled options
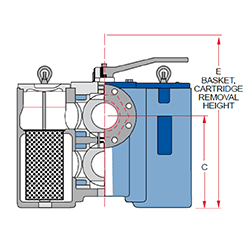
Schroeder Industries is rounding out our Process Filtration catalog with a comprehensive selection of mechanical strainers!
Mechanical strainers are commonly used in tandem with other process filters, or as an economical stand-alone filtration option for capturing larger particles.
Schroeder Industries recently added a series of mechanical basket strainers and Y-strainers to our process filtration lineup.
With a variety of materials and connection options, there is something for virtually every process application in need of a mechanical strainer!
Which type of mechanical strainer are you looking for?
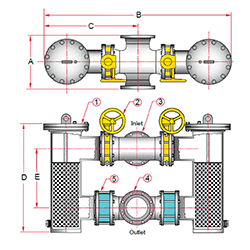
Schroeder Industries first developed the GeoSeal® High-Flow Coalescing Filter (GHCF), a landmark in coalescing filtration. This compact filter is engineered for exceptional particulate and water removal for both onboard applications and in bulk fuel filtration.
Now, the power of the GHCF is available in a duplex housing option! Introducing: The GHCFD.
Combining two GHCFs in tandem creates a powerful diesel fuel filtration solution that virtually eliminates filter maintenance downtime while providing the same first-rate particulate and water removal.
Exceptional Filtration: Capable of simultaneously filtering out fine particles and water to improve fuel cleanliness.
Versatility: Ideal for large, high-horsepower, onboard applications in industries such as marine, power generation, and oil & gas. Also provides powerful filtration for bulk applications.
Continuous Operation: Dual filter housings allow individual servicing of filters without interrupting operation, eliminating downtime when performing routine filter maintenance.
Durable Construction: Built from high-quality anodized aluminum, ensuring long-lasting performance in the most challenging environments.
Compact and Space-Efficient: Designed to fit within tight spaces, ideal for applications with limited room and in need of weight savings.
Introducing a Waste-Eliminating Spin On Filter Alternative
>90%
reduction in wasted scrap metal
>80%
less hydraulic oil waste
>80%
reduction in CO2 emissions
Spin on hydraulic filters are a popular filtration option. These filters combine the filter housing and element as one complete unit, which can be quickly and easily screwed on and off the hydraulic system.
However, the disposable housing also greatly increases the overall cost per change-out. Additionally, there is massive material waste, as the filter housing is thrown away with the element when a spin on filter is replaced.
Enter the Sustainable Cartridge Bowl filter, or SCB!
This revolutionary filter offers the same spin on convenience, with a reusable housing bowl design. The innovative SCB offers a range of advantages:
More cost-effective element replacement compared to conventional spin-on filters
Cuts down on waste and emissions, including a >90% reduction in scrap metal waste
Discards less oil with each change-out, conserving resources
Powered by filter elements with higher pleat counts and lower pressure drop for superior filtration performance
The SCB’s Signature, Patented Innovation
The material and cost savings of the SCB are made possible through its reusable housing bowl.
The secure sealing and glass-infused, injection-molded nylon bowl provide a durable housing for the high-performance element within.
Robust outer bowl provides reusability and durability.
The outer portion of the bowl is injection molded plastic, supported by an internal steel tube and flange structure. This results in a lightweight, yet durable housing bowl.
The endcap of the filter element slides over the bowl, forming a seal along the outer rim and preventing operation without a filter element in place.
Coreless filter element design: higher performance, reduced waste.
The coreless filter element design with plastic caps makes disposal simpler. With support from epoxy-coated wire mesh, pleat stability, efficiency, and dirt holding capacity are increased. These premium filter elements also feature a higher pleat count and lower pressure drop, further improving their performance.
How Does the SCB’s Sustainability Compare to Conventional Spin-Ons
Traditional spin on filters contribute to waste and CO2 emissions in two primary ways: wastedscrap metal, and wasted oil.
This waste takes up landfill space and contributes to emissions released during production.
The SCB filter elements, however, are almost entirely plastic and can be easily crushed for efficient disposal. Between these elements and the reusable housing bowl, scrap metal waste is reduced by ~99%.
Extra oil may become trapped in a typical spin on housing, but the SCB only loses oil which has saturated the filter element.
Waste Reduction Example, per 1,000 spin ons:
M10 (cellulose 10 micron) Spin On
1,966 pounds metal scrap waste
If not properly drained, wastes approximately 450 gallons of oil
CO2 emissions: approximately 10,600lbs of CO2
SCB Coreless Replacement Design
Only 20 pounds of metal scrap waste (epoxy wire)
Total oil volume lost through cartridge change-outs: 57.2 gallons (87% reduction versus conventional spin-on filter)
CO2 emissions: approximately 1,300lbs of CO2 (88% reduction versus conventional spin-on filter)
The signature reusable housing bowl of the SCB isn’t just eco-smart: it’s far more cost effective than typical spin on filters.
With a reusable housing bowl, only the filter element must be replaced, which results in exponential savings after just a few element change-outs. And, with the SCB, the first kit comes with a spare element, meaning the first change-out is already paid for.
Over the lifetime of a given piece of equipment, savings can be substantial!
Contact Schroeder Industries or a verified Schroeder distributor for pricing details.
Increased Revenue in Spare Element ROI Strategy
The average aftermarket filter element retention for OEMs is just ~35%.
However, the Quality Protection built in to every SCB bowl and element prevents the use of subpar third-party elements. Not only does this help the end user protect their vital equipment, it can boost aftermarket retention for OEMs to as high as 100%.
Assuming 1,000 machines are produced per year, with 4 element changes per year, substantial gains in aftermarket revenue are possible through a spare element sales strategy:
For increased aftermarket retention, the SCB also includes private labeling options for the bowl and filter elements. To learn more about Schroeder Industries’ private labeling capabilities, view the Private Labeling Capabilities Form.
Posted by McKenzie Thorpe on | Comments Off on Spin-On Filtration: Is Convenience Worth The Cost?
Spin-on filters are very commonplace in the world of hydraulic filtration. Unlike cartridge filters, spin-ons combine the filter media, housing, base plate, and gasket into one disposable unit.
While they are known for their convenience, the disposable design of these filters comes with drawbacks. Does the ease of use really outweigh the downsides?
Let’s review the pros and cons of spin-ons!
Spin-On Filters: The Benefits
It’s not for nothing that spin-on filters are popular in hydraulic applications:
User-Friendly Maintenance. Unlike cartridge filters, spin-on filters generally don’t require any special tools during connection or removal from a system. Change-outs and maintenance can be performed more quickly than with a typical cartridge filter due to the all-in-one design.
Lower Up-Front Cost. The price of spin-on filters is lower than the up-front cost of a traditional cartridge-style filter assembly.
Minimal Spillage. The self-contained design of a spin-on filter prevents oil leaks for a more sanitary change-out process.
Spin-On Filters: The Drawbacks
But, while convenience is a helpful quality of spin-ons, their disposable nature has some significant downsides:
Oil & Metal Waste. Due to the all-in-one design of spin-on filters, the entire housing is disposed of along with the element. Not only is any trapped oil discarded, but the metal which forms the spin-on housing, core, and gasket are unrecoverable.
Inefficient Disposal. Spin-on filters cannot be recycled, shredded, or incinerated through normal waste-processing. As a result, spin-on filters eat up landfill space.
Lower Performance. Spin-on filters tend to have lower efficiencies compared to cartridge filter media, which can reduce overall system efficiency.
Counting the Cost of Spin-Ons
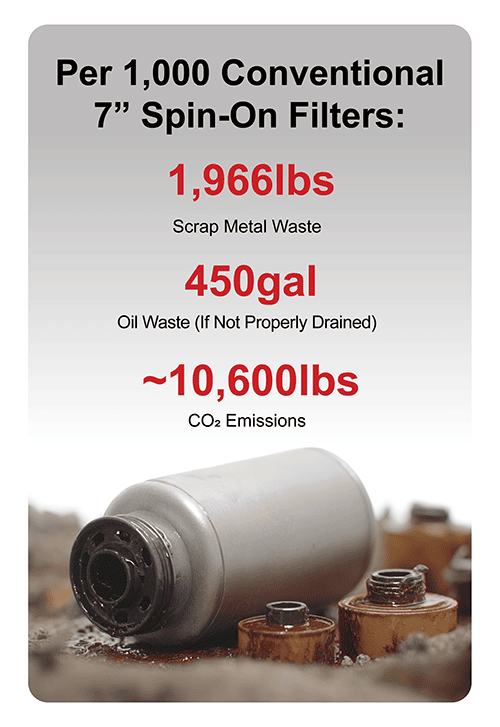
The greatest downside of spin-on filters is the sheer amount of material and oil waste involved. Let’s look at an example of how much waste is produced by a very common spin-on type:
Waste Reduction example, per 1,000 spin ons:
7″M10 (cellulose 10 micron) Spin On
1,966 pounds metal scrap waste
If not properly drained, wastes approximately 450 gallons of oil
CO2 emissions: approximately 10,600lbs of CO2
Millions of spin-on filters are discarded every year, contributing to a staggering amount of unnecessary waste!
Is It Time For A Change?
While spin-on filters are a convenient and effective choice for filtration, the wasteful nature of conventional spin-on technology can’t be ignored.
Between environmental repercussions and potential missed revenue, spin-on filtration technology is long overdue for an upgrade.
Material and oil costs rise with each passing year. With the amount of metal and oil wasted with each spin-on, it’s likely that users could be paying more than they need to for their spin-on filtration.
Could a less wasteful, more cost-effective spin-on alternative not only reduce emissions, but save money for hydraulic-driven operations?
Can the convenience and user-friendliness of spin-ons be combined with the economical, lower-waste benefits of cartridge filters?
Schroeder Industries thinks so.
Coming Soon: A Sustainable Revolution in Spin-On Technology.
A low-waste, cost-effective, high-performance spin-on alternative is coming soon. Stay tuned for Schroeder Industries’ most game-changing innovation yet!
Get Notified of the Launch!
Register for our mailing list to receive an email notification when this revolutionary spin-on filter alternative formally launches:
Posted by McKenzie Thorpe on | Comments Off on The Unique Challenges of Compressed Gas Filtration
Compressed gases are an increasingly large part of what keeps our world moving!
Compressed gases are a common part of many industrial processes, including pharmaceutical manufacturing, cosmetic production, and applications in the food and beverage industry.
Solid particulates and water can become ingested into these conventional fluid power systems, causing damage to components, lost productivity, and even total equipment failures.
Compressed gas systems can also be infiltrated by damaging contaminants, with similar consequences.
Oil can also leach into compressed gases via lubrication within the compressor system. In many of the manufacturing processes where compressed gas is used, including consumables, oil contaminants can be potentially hazardous to end product users. Contaminated product can lead to major monetary and reputational losses!
Solid contaminants like dust and rust particulates are present in most operating environments. These particles can infiltrate a compressed gas system, causing system component wear, equipment failure, and potentially contamination in the final product.
Just like in conventional fluid power applications, filtration is the solution to contamination!
However, gas filtration has some unique challenges compared to liquid filtration:
Smaller Molecule Sizes
Gas molecules are much smaller than liquid diesel and hydraulic oil molecules! This means that even the tiniest breach in the filter’s construction can allow gas to escape. In flammable gas applications, leaks can be extremely hazardous.
Tiny Contaminants
Solid contamination particles in a gas system are also generally much smaller than in diesel and hydraulic systems. These ultra-fine particles, often less than 1 micron in size, require extremely fine filtration compared to most liquid applications.
Constant Pressure
Unlike diesel fuel and hydraulic oil, compressed gases must be pressurized at all stages of storage, transfer, and filling. This means that filters at all points in a compressed gas supply chain can be exposed to higher pressure.
Chemical Interactions
Compressed gases can have unique chemical interactions with different metals. Hydrogen embrittlement, for example, is the potentially catastrophic weakening of metals in the presence of hydrogen atoms.
Schroeder Industries’ filtration expertise extends into gas applications!
CGF Series: Comprehensive Filtration for Compressed Air and CNG
These versatile and effective gas filters offer excellent performance across a wide range of gas applications while remaining accessible and cost effective. The CGF Series is a great choice for operations requiring reliable gas filtration for compressed air and CNG!
Cost-effective, high-performance for compressed gas filtration applications up to 5,000 psi.
Proven performance in compressed gas and CNG applications.
Comprehensive solutions for compressed gas from generation and transportation, to storage and filling, and even onboard applications.
Powered by BestFit® CGF Elements, crafted from pleated microglass media with dual coalescing & particulate capabilities.
GF Series: Optimized Filtration for Hydrogen Applications
Due to higher pressure requirements and risks of embrittlement, hydrogen is one of the most demanding gas applications, requiring exceptional filter construction and design. Schroeder Industries’ GF Series brings the required performance for these challenging scenarios!
Extremely robust, in-line gas filters for high-pressure applications up to 14,500 psi.
Engineered with purpose-made, high nickel content stainless steel with strict surface tolerances to resist hydrogen embrittlement.
Maintenance-friendly design prevents contamination of the clean side during element swaps without requiring dismantling of the compressed gas lines.
Proven performance in hydrogen applications including fueling stations, storage and transport, diesel engine retrofit kits, power generation, and more.
Posted by McKenzie Thorpe on | Comments Off on Particle Counters: Unparalleled Detection of Solid Contaminants
In hydraulic systems, up to 70% to 90% of wear and failure is contamination related.
Monitoring hydraulic fluid for contaminants is the best way to predict and prevent unexpected failures and avoid costly repairs.
Building out an arsenal of contamination sensors is critical for asset protection. Solid contamination sensors, or particle counters, are one of the pillars of every successful contamination control plan.
Solid Contamination Monitoring
Solid contamination is the most common form of contamination. Ambient dust and dirt within the plant, machining debris let over in newly installed components, and even newly added hydraulic oil are just a few of the ways solid particles can enter a system.
With so many solid contamination sensors on the market, how do you know which is right for your application?
Solid Contamination Sensors
There are a few basic characteristics that distinguish particle counters, from each other:
What technology does the particle counter use to determine contamination levels and produce an ISO Code?
Is the sensor designed for in-line applications, or is the sensor portable?
How can data be exported and compiled from the sensor for monitoring and planning maintenance?
Light-Based vs. Digital Imaging Sensors
Particle counters rely on either light-based or digital imaging technology to detect and measure particles. Each type has its own benefits and drawbacks:
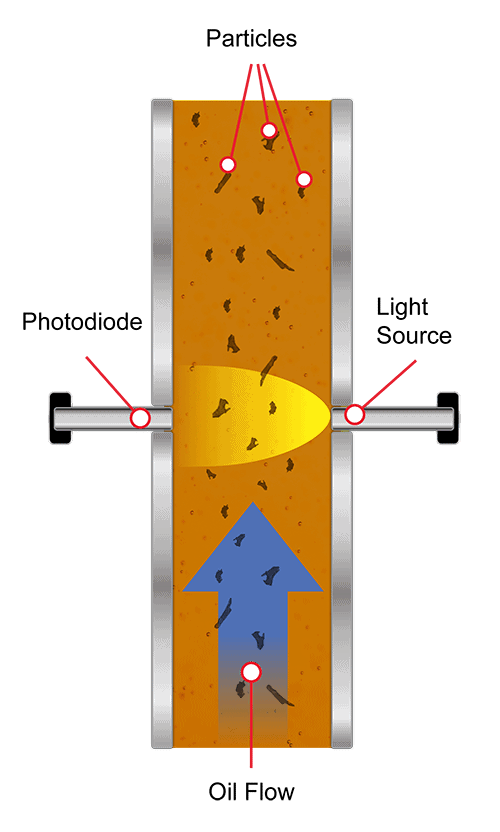
Light-Based Sensors
This type of sensor includes a light source that shines on the fluid as it flows past. On the opposite side of the light source is a light sensor (also called a photodiode) which detects the shadows cast by passing particles. Based on the size and quantity of the shadows being cast, the sensor determines the size and quantity of contamination in the fluid.
Light-based sensors are generally quite reliable and are found on a wide variety of mobile and stationary hydraulic applications. These sensors are easy to calibrate, simple to maintain, and are considered the more affordable option.
However, they can be subject to a phenomenon called ‘phantom’ particle counting. Sometimes, the sensor may mistake air bubbles and water droplets for solid particles. This can lead to an inflated ISO Code and potentially disguise the presence of other harmful types of contamination.
Digital Imaging Sensors
These sensors avoid phantom particle counting by using image recognition software. Unlike solid contamination, air bubbles and water droplets are very uniformly round. The software can automatically disregard these perfectly round bubbles and drops from its particle count.
In certain circumstances, the ability to differentiate particles results in more accurate ISO Codes. Some digital sensors can even guess the origin of solid contamination based on its shape, since different methods of corrosion and wear can create distinct shapes!
However, being newer technology, digital imaging sensors are more costly than light sensors and can be more challenging to calibrate and maintain. Their applications are currently more limited as well; digital imaging sensors are most often found in portable contamination monitoring tools with protective cases.
In-Line vs. Portable Sensors
Particle counters may be dedicated to a single piece of equipment, or available in a travel-ready unit:
In-Line Sensors:
These sensors are installed directly onto pieces of equipment and monitor that specific machine. They can be easily customized and combined with other types of sensors and accessories.
For plants with fewer, larger machines, a dedicated in-line sensor is a great way to monitor individual machines as they operate!
Portable Sensors:
Portable particle counters are stand-alone units which include their own built-in pump, allowing them to travel between machines.
A portable contamination monitor can travel wherever fluid condition monitoring is needed and easily perform checkups on multiple machines and vehicle fleets!
Reporting and Connectivity
The best data in the world isn’t much use if it can’t be exported, compiled, and reviewed! This is where IoT, the ‘Internet of Things,’ becomes important for making use of the information gained through the sensors.
Contamination monitors typically have some method of transferring data, be it through Bluetooth wireless connectivity, thumb drives, spreadsheet files, SCADA/PLC interfacing, and more.
Integration with user-friendly, web-based applications that can compile, track, and visualize data from multiple sensors is becoming increasingly common as well!
For large-scale operations, using automated data transfer and logging methods that can process high volumes of data and quickly determine trends in the level of contamination are crucial for efficiency.
Solutions from Schroeder Industries
Here are just a few of our featured particle counters and contamination monitoring solutions!
CS1500 Series
The latest evolution in Schroder Industries’ contamination monitoring arsenal, featuring enhanced connectivity!
Robust light-based sensor unit ideal for a wide range of mobile and stationary applications.
Monitor data trends and receive alerts in real time through mobile device connectivity!
Our fluid care experts can help find the right particle counting and condition monitoring solutions for your application. Just tell us about your application and needs: