Posted by McKenzie Thorpe on | Comments Off on Transform Your Hydroforming with AutoFilt® RF9 Magic!
What is hydroforming?
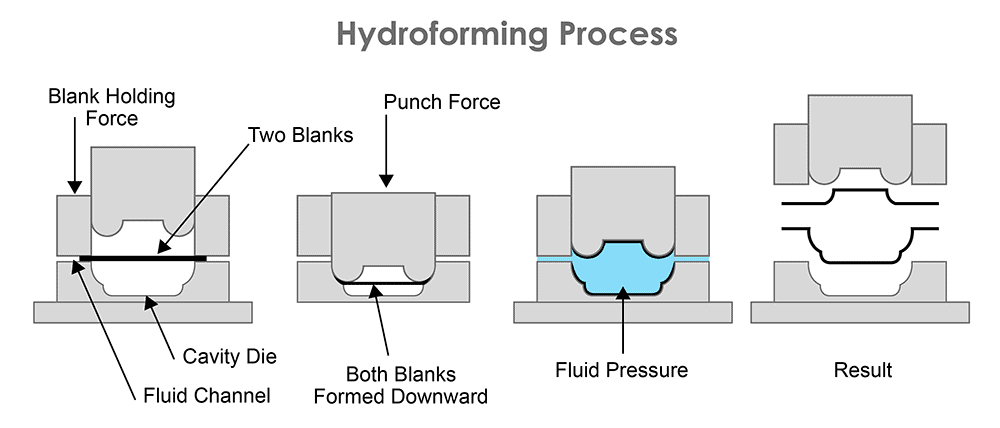
Hydroforming is a specialized deep draw manufacturing process used to create a wide variety of metal components and is especially popular within the automotive industry.
In the sheet hydroforming process, highly pressurized water is applied into a mold, and the water pressure forces the metal to conform to the shape of the die.
Compared to conventional stamping methods, hydroformed parts can be created in more complex shapes with greater efficiency, thinner metal sheets, and high-quality surface finish.
Why is process filtration so important for hydroforming applications?
Like any process water application, contamination can greatly affect the lifespan and performance of the high-pressure hydroforming press.
To protect vital downstream components like high pressure pumps and manifolds from wear and tear, high-quality process filtration is a must for any hydroforming system. If left unchecked, contamination can wear out machine components, reducing operational efficiency and forcing expensive repairs and costly downtime. Additionally, defective/scrap material output can increase.
The process filtration experts at Schroeder Industries understand the impact that high-quality filtration has on a business. We can find a Schroeder solution for virtually any process filtration application, including hydroforming:
Why is an AutoFilt® RF9 from Schroeder Industries the best choice for your hydroforming application?
The AutoFilt® RF9 is Schroeder’s first choice for filtration in hydroforming applications. Already, the RF9 has seen great repeat success in the hydroforming division at one of the world’s largest automotive frame manufacturing plants.
Here’s what makes the RF9 so effective:
Super fine filtration with minimal pressure loss. When filtering process fluid or water for a high pressure application, it’s critical to both achieve the lowest micron filtration levels as possible while minimizing pressure loss. The RF9 is capable of filtering down to 5 microns in a standard hydroforming setup.
Eliminates costly, disposable cartridges. The automatic back-flushing mechanism within the RF9 cleans the re-usable filter elements in under a minute, with minimal interruption to the filtration process.
Low-maintenance and service-friendly. Elements are held securely in the RF9, but are easy to access and require no special tools or torque to change out.
Customizable with options like bypass filters, external heaters, backwash waste treatment units, and more.
Connection Sizes:
DN 32 to DN 350
Flow Rates:
1000 m3/h (4400 GPM)
Pmin / Pmax:
2.0 bar / 16.0 bar (29-232 PSI)
Max. Operating Temperature:
180° C (356° F)
Filtration Ratings:
3 to 500 μm
Filter Elements:
– Chemicron® metal fibre – Dutch weave – Square mesh
Filter Housing Materials:
EN-GJS-400-15 / DIN EN 1563 / AD-2000 W3/2
Material of Internal Parts and Filter Elements:
– Internal parts: steel and cast iron – Filter elements: stainless steel
Control Parameters:
Electronic or PLC control unit
The AutoFilt® RF9 is defined by its globally unique, patented hydropneumatic back-flushing technology with secure media separation.
Features
Back-flushing driven by external air system, rather than using system differential pressure
Large filter surface for its compact size
Low-maintenance, service-friendly design
Suitable for fuels, cooling lubricants, lubricating oils
External heater possible
Optional: bypass filter
Optional: Backwash Treatment Unit for back-flush volume treatment
Advantages
No mixing with the compressed air
Adjustable back-flushing intensity
Efficient hydraulic cleaning
High cleaning efficiency
No reduction in pressure during back-flushing
Low compressed air consumption
Low pressure drops
Intelligent control system
Let the experts at Schroeder Industries help find the perfect solution for your process application!
Backed by over 75 years of innovation, industry experience, and proven successes, Schroeder Industries can work with you to find the optimal solution for your filtration needs. Let us know how we can help you:
Posted by McKenzie Thorpe on | Comments Off on Why Superior Oil Analysis is Your Key to Success
Clean Oil is the Key to Productivity
Is your hydraulic equipment experiencing more downtime than usual? Are you noticing that your equipment is operating less efficiently?
If your operation is paying a price for the inconsistent performance of your vital equipment, high contamination is most likely to blame.
Hydraulic fluid contamination from a variety of sources is by far the most common cause of system inefficiency and failures. In fact, approximately 80% of all hydraulic equipment failures can be directly attributed to the effects of fluid contamination!
Consistently clean hydraulic oil is vital to every operation that relies on hydraulic equipment. Additionally, systems that rely on process water or run on diesel fuel are also vulnerable to the effects of contamination. Proactive measures to analyze fluid and prevent contamination provide significant benefits to cost and productivity:
Prevent costly equipment failures and downtimebefore they happen by detecting and treating contaminated fluid.
Save money on repairs by protecting system components from contamination and extending their lifespan.
Get the most out of your hydraulic oil by detecting and treating contamination before the oil’s life is exhausted. As oil prices continue to rise and hydraulic oil supply lines remain unstable, it’s important to conserve the oil you have!
Increase fuel efficiency not just by filtering your fuel source, but by improving overall system efficiency when you reduce contamination-related wear. Clean fuel and efficient operation reduces fuel consumption, cuts carbon emissions, and saves your operation money.
Struggling with Fluid Contamination? Fluid and Oil Analysis Services by Schroeder Industries Can Help!
Backed by over 75 years of innovation, Schroeder Industries is a leader in developing filtration products and technology that detect, analyze and remediate contamination to protect hydraulic systems and other vital equipment.
When contamination is attacking your equipment, the first step towards an effective filtration plan is a thorough analysis of the affected fluid, be it oil, fuel, or water.
Our fluid health experts will test your samples and create a detailed report, identifying the type and potential sources of contamination in your system and giving recommendations on how to best protect your equipment.
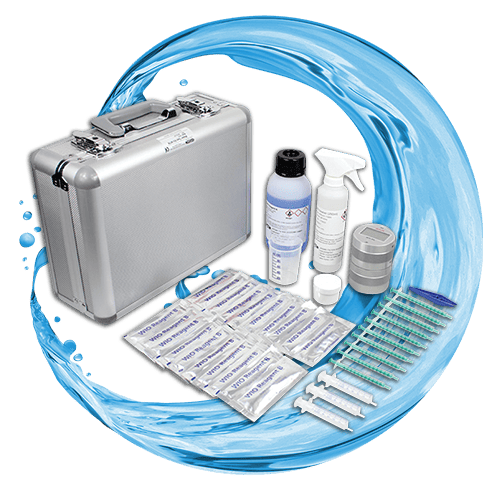
Schroeder offers a variety of premium testing kits, including:
Offering a comprehensive look at your hydraulic fluid or water glycol condition, our bottle sampling Bottled Fluid Analysis Test Kits provide vital insights into your fluid health.
Use Filter Debris Analysis (FDA) Test Kits alongside traditional oil analysis methods to analyze wear particles and discover the root cause of premature equipment wear & failures.
Diesel analysis can identify potential causes for fuel filter plugging, smoking, loss of power, poor injector performance, malfunctioning throttle position sensors and sticking valves. Testing also confirms a diesel fuel’s sulfur content, biodiesel content and compliance with manufacturer specifications and standards for cleanliness that could affect equipment warranty requirements.
The WaterTest Kit (WTK) is used for quantitative analysis of the absolute water content in mineral-oil-based lubricating and hydraulic fluids. Use to perform quick, on-site analysis of water contamination and supplement on-site laboratories.
Monitor Contamination with Schroeder’s State-of-the-Art Fluid Care Portal
Regular testing is vital for monitoring trends in your fluid health and preventing problems before they arise. However, tracking results over time for many pieces of equipment takes time and hassle.
As part of our testing and analysis services, Schroeder Industries is now offering a smart digital solution for detecting trends in the quality of your hydraulic oil, diesel fuel, process water, and more.
The Fluid Care Portal is a new, powerful digital tool for easily tracking the health of your equipment’s fluid as you test over time:
All your data is in one place, versus scattered over spreadsheets or various paper reports.
Easily monitor trends in fluid testing data over time, allowing you to detect and resolve contamination issues before they begin impacting your bottom line.
Monitor as many equipment assets as you need. Whatever the size of your operation, the Fluid Care Portal allows you to individually monitor the testing results for each piece of equipment.
Receive alerts when ISO Code, Water Content, or other parameters are exceeded. In the Fluid Care Portal, users can set target limit profiles for various parameters, creating customized criteria for your most critical components
Once a proper diesel, fluid or oil analysis has unlocked the source and quantity of contamination, filtration is the next step.
If you aren’t prepared for the upfront cost of purchasing filtration equipment, Schroeder Industries makes our state-of-the-art equipment available through our Rental Program and Filtration Management as a Service. Learn more about how these services can benefit your operation!
Schroeder Rental Equipment Program
Enjoy the benefits of Schroeder Industries’ exceptional filtration equipment without a large capital investment. Superior filtration extends oil life and increases machine reliability and energy efficiency.
With this turnkey service, Schroeder Industries will plan, execute, and manage your filtration strategy and filtration equipment, allowing you to focus on running your business with peace of mind!
Our fluid care experts can help you determine the right test kit for your needs and provide vital insight into the health of your fuel, process water, or hydraulic oil. Contact us today!
Posted by McKenzie Thorpe on | Comments Off on Unlock a Greener Future: Save Oil with Advanced Filtration
An operation’s carbon footprint is influenced by many factors, and making a business more sustainable requires a combination of solutions. One often overlooked way to increase sustainability is through optimal oil filtration.
All hydraulic oil, turbine oil, and other lubricants have a lifespan, as contamination and the breakdown of chemical compounds degrade oil over time. If contamination is left unchecked, oil reaches the end of its usability much faster.
Waste oil is challenging to dispose of properly, and high oil turnover increases demand for the very energy-intensive production of new oil. Much of the hydraulic oil and engine oil in use today is disposed of before its usable life is up.
Every gallon of oil that is conserved by extending the lifespan of existing oil directly contributes to a reduced carbon footprint. So, how do you get the most out of your oil?
Utilizing offline filter systems and high-quality filter elements is proven to extend the lifespan of oil significantly by removing contaminants and slowing the degradation of the oil.
Check out the following case studies where Schroeder Industries products saved a significant amount of oil or extended its service life:
Offline Filter System Saves Manufacturer 2,600+ Gallons of Oil Per Year
A plastic parts manufacturer in the automotive industry experienced frequent failures and downtime in their 16 injection molding machines. Like the majority of hydraulic system failures, high contamination load was identified as the cause. Without a quality control program for the machine oil, the customer changed oil frequently before its usable life was up.
Schroeder Industries stepped in, providing the customer a customized offline filtration system designed to tackle the high contamination:
Specialized Anti-Static Filter Elements Increase Oil Life by 3 Years at Paper Mill
When a paper mill was experiencing a shortened filter element life of just 30 days, Schroeder Industries stepped in to extend the filter life, reduce oil waste, and reduce unscheduled downtime.
An expert investigation revealed the culprit affecting the filter elements: static discharge. Static charges can build up in a hydraulic system due to friction between the fluid and system components. In this case, the static was burning and damaging the elements, causing them to prematurely fail.
By switching to Schroeder’s ASP® Anti-Stat Pleat Media, the electrostatic discharge no longer caused significant problems for the customer. Here are just some of the benefits from this filter element switch:
Varnish Mitigation Unit (VMU) Increases Oil Life by 3.5 Years, Saves Nearly 1,000 Gallons Per Year at Waste Incineration Facility
Operations at a waste incineration plant were constantly disrupted by constant turbine problems on startup.
A survey of 22 machines revealed the issues were the result of varnish buildup in the control block, caused by usage of incorrect oil in certain machines and an inexpensive, ineffective return line filter element. Varnish is a byproduct of aging oil, and is accelerated by contamination, temperature extremes, and other factors.
Schroeder Industries implemented a VMU to continually filter the turbine oil and tackle harmful varnish buildup. This not only reduced downtime and increased productivity, it also helped the customer in the following ways:
Schroeder Industries’ Energy Sustainability Initiative
The Energy Sustainability Initiative is Schroeder Industries’ mission to provide fluid power filtration solutions that contribute to a cleaner world and help organizations reach their sustainability goals.
Conserving oil is just one of the ways the products from Schroeder Industries are helping move the world forward towards a more sustainable future. Learn more!
If you are experiencing issues such as increased machine downtime, frequent repairs, shortened filter life, and more, the experts at Schroeder Industries can help solve them! Our customers have seen proven increases in oil life and oil-related savings.
Posted by McKenzie Thorpe on | Comments Off on Beyond Diesel: Fuel Filtration’s Bold New Era
This article is based on a webinar conducted by Aaron Keck, a product manager in Schroeder Industries’ Fuel Filtration group. This insightful presentation is informed by Aaron’s 13 years of experience in the Diesel Power and Fluid Power Industries.
Growing global energy demands are ‘fueling’ technological advancements in engines and driving the adoption of alternative energy sources. The ripple effect of this evolution has major implications for the filtration industry.
Given the speed of advancement and diversification of fuel sources, and the increasing desire for environmentally responsible energy consumption, what do the futures of diesel and fuel filtration look like?
Despite the growth of alternative fuel technology, all signs point to a continual refinement of diesel technology in tandem with developments in CNG, hydrogen, and electric power. The diversity of technology and fuel sources provide many avenues for new innovations.
1. The Diesel Engine is Here to Stay
Electric engine technology has advanced by leaps and bounds, but industry sources indicate that all electric vehicles are still far off in many applications, from military to commercial.
A variety of factors contributes to the practicality of diesel engines over electric engines in the near term for various applications, including:
Limited electric infrastructure. Reliable electric power requires an expansive, efficient power grid. Especially for remote applications such as mining, the infrastructure to sustain such operations does not currently exist.
Lower energy density of current battery technology. Pound for pound, current battery technology can’t match the energy density of diesel fuel, which is critical for consistent, reliable, long duty cycles.
Reliability concerns. There’s a reason diesel is often a primary backup source for critical operations, processes, and services: Diesel’s proven reliability. In renewable, hybrid power generation systems, diesel is frequently integrated to make up for production shortfalls and periods of high demand.
A long runway for advancement in diesel technology still exists, even as electric and alternative energy technology adoption grows.
As liquid diesel engines evolve, filtration technology must adapt to enable efficient, clean operation. Major considerations include:
The sensitivity of new fuel system designs. Protecting system components from contamination is increasingly vital as components become more sensitive and precise. Eliminating as much contamination as possible is necessary for increasing component life, maintaining efficiency, and reducing emissions.
Changing fuel chemistry. The adoption of biodiesel, diesel blends, and other sustainable fuel sources demands additional considerations in filter material selection. Choosing appropriate metals, coatings, and elastomers ensures that filtration components will not react adversely to changes in fuel chemistry. Rapid prototyping and modular testing are essential for keeping pace with chemical changes.
Maintaining system efficiency to reduce emissions. Legislation and broader concerns regarding emissions and carbon footprints calls for filtration solutions that maximize system efficiency, increases energy efficiency, and reduce emissions.
In the October 2022 Outlook for Energy Report from Exxon Mobil, there was an emphasis on the long-term reduced reliance on oil and shifting demand towards a variety of alternative fuel sources.
There are three key drivers of this trend:
Technology. As alternative fuel technology becomes more viable, affordable, and widespread, adoption increases.
Policy. Legislation and environmental agreements on the global and national level, such as the 2015 Paris Agreement and the 2022 U.S. Inflation Reduction Act, provide incentives and regulations that drive alternative energy adoption and control emissions.
Consumer Preference. Consumers are increasingly interested in alternative energy sources in their transportation and utilities. A Consumer Report survey conducted in 2018 found that 76% of U.S. residents agree that increasing renewable energy is a worthwhile goal. With technological innovation and government incentives increasing alternative energy accessibility, consumers may be more encouraged to support entities utilizing alternative energy sources or consider adopting alternative energy in their own lives.
While oil will remain a large source of global energy over the next 30 years, the growing shift to alternative fuel sources will drive new technology and demand new tailored filtration solutions.
Compressed natural gas, or CNG, is one of the mostly widely used alternative fuel sources for lower emissions and requires specialized filtration solutions. Three major, interconnected applications for CNG filtration come with their own considerations:
CNG Dispensing. Commercial last-mile delivery and hub-and-spoke distribution models, which increasingly run on CNG for carbon footprint reduction, are driving an increase in CNG fueling stations.
Filtration solutions for this expanding infrastructure must maintain a low pressure drop while ensuring optimal filtration to provide consistently clean fuel to these fleets in a timely manner.
Virtual Pipelines. For plants and operations far from existing natural gas pipelines, compressors are used to load CNG onto trailers, which are taken to remote industrial sites. This system is referred to as a ‘virtual pipeline.’
Reducing pressure drop is vital for reducing the energy consumption of these compressors and extending service intervals. Utilizing the latest gas filtration media in a layered, pleated construction, lower pressure drop and higher efficiency can be achieved versus traditional filtration setups typical to these applications.
Oil & Gas. Dual-fuel technology, in which an engine is designed to operate on diesel and CNG, is regaining traction in the oil & gas industry and continues to evolve.
The intensity of oil & gas work environments calls for especially robust filtration solutions which maintain a low pressure drop and are small enough to maximize available space and accommodate two fuel systems. In many cases, appropriate surface treatments and the use of stainless-steel materials where possible are also required to prevent degradation in potentially corrosive environments.
4. Hydrogen Filtration and Transitional Technology Between Liquid Fuel and Electric-Powered Engines
In the quest for electrification, hydrogen power is a critical stepping stone. Emitting only water vapor and small amounts of nitrous oxide, hydrogen power is a benchmark for eco-friendly alternative fuels.
In the spring of 2023, Cummins Inc. rocked the industry with the reveal of a fuel-agnostic 15L engine capable of running on hydrogen. This development illustrates that fuel-diversity is an attainable first step in transitioning away from liquid fueled engines and moving us closer to the infrastructure needed to support more alternative energy sources like hydrogen.
As with any fuel, filtration plays a key role in the performance of hydrogen-powered equipment and fuel cells at every stage:
Manufacturing. Filtration plays a key role in the manufacturing process, as component cleanliness of fuel cells and battery technology, to compressed gas storage tanks require extremely clean environments to ensure safe and reliable operation in the field.
Generation. From the electrolysis process needed to produce the hydrogen, to the compression and storage of the hydrogen, the same requirements of removing contaminants during the handling and storage of the fuel parallel that of compressed gas.
Refueling. Refueling points also require a level of filtration to ensure that the hydrogen introduced into a fuel cell maintains a high purity.
Charging. The stationary equipment used to charge battery electric equipment, or the fuel cell electric equipment use some level of filtration for both the air used in the fuel cell, as well as the hydrogen fuel being consumed.
Developing hydrogen filtration solutions requires special considerations:
Hydrogen embrittlement. Solid metals will deteriorate in the presence of hydrogen, so material selection is extremely important for extending the integrity of filters and elements.
Hydrogen molecule size. Hydrogen is an exceptionally small molecule compared to other filtered fuels. To secure the system and prevent leaks, seal designs need to be carefully selected and appropriate elastomers used to ensure a consistent, leak-free, and serviceable sealing surface.
Appropriate filter elements. Traditional filter medias used for other liquids and gasses will not withstand the design requirements of hydrogen compression, transfer, storage, or dispensing. Stainless steel is a common choice for hydrogen elements to avoid electrostatic discharge. To prevent fiber migration into highly sensitive, high-pressure hydrogen system components, compressed metal fibers are a common choice for filter media.
Hydrogen presents an exciting, yet challenging avenue for expansion in the filtration industry where we will continue to push the limits of filtration and material science.
The future of fuels and fuel filtration will not be defined by a clear linear advancement towards renewable fuel sources.
Just as physical currency still exists alongside electronic payments and banking, our energy needs will continue to be satisfied by a range of fuel sources, including diesel and alternative fuels. Advancements in diesel and liquid fuel technologies must continue alongside alternative fuel developments.
Schroeder Industries: Your Source for Advanced Fuel Filtration
Schroeder Industries continues our 75+ year tradition of evolution and innovation, monitoring industry trends and developing advanced filtration solutions for virtually every application. Our solutions are engineered with consideration for ongoing technological advancements and changes in the diesel and alternative fuel landscape.
Looking for premium fuel filtration solutions for your diesel, hydrogen, or CNG application? Let the experts at Schroeder help you!
Contact-Blog-Diesel and Beyond: The Future of Fuel Filtration
Posted by McKenzie Thorpe on | Comments Off on Transform Your Roll Off with Superior Cleanliness Testing
What is component cleanliness testing?
Component cleanliness testing offers OEMs the ability to see the cleanliness of the components they are using to build a system. For vendors, it allows them to measure the cleanliness of a component that they manufacture and sell to an equipment manufacturer.
Why is component cleanliness testing important?
Roll off cleanliness for OEMs is increasingly vital as they strive to put out quality product from the assembly line. It’s not enough anymore to simply provide a machine with clean fluid: The cleanliness of the components used to build the machine is playing a large role in overall system performance!
Even suppliers with good cleanliness practices may end up with particulate contamination as items are shipped, handled, and stored. Any amount of contamination on the hydraulic system parts can affect machine performance—even for brand-new machines.
Cleanliness provides the following benefits:
Improved quality of produced components
Reduction of rework and warranty claims
Improved customer satisfaction
Reduction in overall production costs
Improved operating safety
Interested in component cleanliness testing, but unsure where to begin? Our cleanliness experts can help!
Schroeder Industries, an expert in contamination control, offers several solutions for monitoring and maintaining component cleanliness.
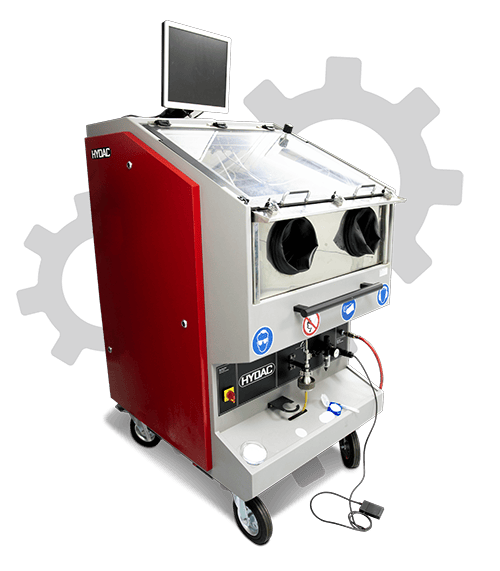
Our CTU and CTM Modular Series of Component Cleanliness Testing Cabinets were designed to determine the technical cleanliness especially present on minor contaminated components. These Test Cabinets were developed due to increased demand for system cleanliness and for monitoring and optimizing the cleanliness of smaller components during production, storage and system assembly.
By determining the type, size and quantity of the contamination, quality standards can be checked and documented and the necessary steps towards optimization can be taken.
Benefits to You:
Cost reduction through lower production failure rates
Identification and elimination of weak process steps
Optimization of both internal and external handling processes
Establishing of cleanliness standards both internal and external
Documentation of component cleanliness
Survey of fluid cleanliness and filtration concepts
Learn more about our Component Cleanliness Testing Cabinets:
This self-contained unit is ideal for space-conscious customers testing smaller machine components.
The Cleanliness Test Unit (CTU 1000) determines the type, size and quantity of the contamination. Quality standards can be checked and documented and the necessary steps towards optimization can be taken.
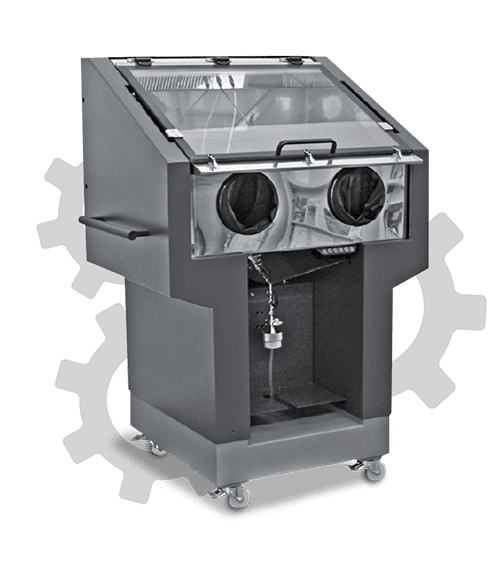
The Contamination Test Module CTM is a modular system designed to analyze the technical cleanliness of components. Solid contamination is washed off the surface of the component, samples are taken from the fluid and are subsequently analyzed using membranes.
For customers needing a more flexible approach, the CTM Modular Series offers extraction box customization for larger size components.
CTM-SC
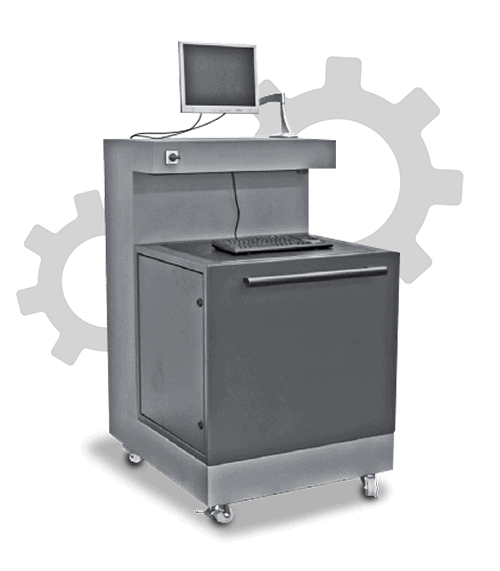
The Contamination Test Module CTM-SC is the central module of the CTM series. It serves as the fluid supply, controls the entire extraction process, and contains the graphical user interface.
The extraction module CTM-EB is designed for spray extraction in conjunction with the CTM-SC. The extraction boxes can be modified based on the size of the components being tested.
Budget limitations? We offer cleanliness testing services!
If a Test Cabinet unit is outside of your budget, Schroeder Industries offers testing services in our on-site Fluid Care Center.
In a clean environment, our technicians will conduct expert testing on your machine components, establishing the foundation for your cleanliness plan.
Benefits of this Turnkey Service:
Testing conducted by trained experts for the most accurate results
Certified Class 7 clean room eliminates chances of inaccurate results due to additional environmental contamination
Expert analysis of the type, size and quantity of contamination enables quality standards to be verified and documented, allowing appropriate cleanliness measures to be established
Quoted service based on component type and cleanliness requirements, providing you expert results without the full expense of a Test Cabinet
Accurate testing is the foundation of a cleanliness plan that enables reduced failure rates, higher customer satisfaction, and more!
Schroeder Industries can help with your component cleanliness testing needs!
If you would like to have us quote Component Cleanliness Testing of your parts, please contact us using the form below. We will review the components to be tested and method to determine the desired gravimetric or ISO code required.
Posted by McKenzie Thorpe on | Comments Off on Prolong Fluid & Equipment Life With Kidney Loop Filtration Systems
What Is A Kidney Loop System?
Kidney loop systems clean hydraulic fluid and prolong the life of the fluid, filters and equipment. These external filtration systems draw hydraulic fluid directly from the reservoir into a short filtration circuit, then return the cleaned fluid to the reservoir. A kidney loop system can be used to supplement in-line filters when the in-line filter does not provide adequate turnover.
Schroeder’s Kidney Loop System is an off-line stationary version of the kidney loop filter systems on portable carts. It is a compact, self-contained filtration system equipped with high efficiency, high-capacity elements capable of removing particulate contamination and/or water contamination quickly, conveniently and economically.
Keeping Hydraulic Fluid Clean
In a system where only one filter is used, this one filter must remove all of the dirt generated in the system.
By using both pressure and return filters in the system, the work load is shared, making it easier to maintain the recommended fluid cleanliness level for the hydraulic system. However, the reservoir might still contain contamination accumulated over time and from the environment.
An off-line kidney loop system can be added to remove solid particles, improve reservoir cleanliness, and extend the life of the system’s filter elements.
In hydraulic systems, 70 to 90% of wear and failure is contamination related! Only 10 to 30% can be traced back to misuse, defects or age. Contamination cannot be stopped, only slowed down.
System efficiency can drop by up to 20% before an operator even detects a problem. This can appear as cylinder drift, jerky steering, erratic operation or slower performance. Overall, contamination results in shorter service intervals, higher operating costs and lost productivity.
A major portion of particulate contamination can be effectively and efficiently removed by using our kidney loop systems. Reduced downtime, fewer repairs, and more efficient operation can save a company production costs in the future.
Schroeder Industries offers several different types of stationary kidney loop systems, including versions with pneumatic motors in place of standard electric motors. The pneumatic motor offers the same flow capability using the same components, but without the need for an electrical outlet. The greater portability allows for field options on service trucks.
Watch to learn more about Schroeder Industries’ Kidney Loop filtration offerings and how they can benefit your hydraulic systems!
Kidney Loop Filtration Systems vs. In-Line Filtration Systems
A kidney loop system is a fully independent filtration unit, containing its own motor, pump, and filter. The kidney loop system can be linked directly to a reservoir and run intermittently as required, or continuously. Since they function independently from the machine’s hydraulic system, kidney loops are more efficient at removing contamination from fluid and retaining any captured dirt within the filter.
Typical in-line filtration systems only run when the hydraulic machinery is active. The key benefit of a kidney loop system is that it can run 24/7 and polish the hydraulic fluid even when the machinery is powered down.
Applications
Supplementing in-line filtration by system filters when adequate turnover cannot be attained
Large volume systems requiring multiple filters in different locations
Cleaning up a hydraulic system following component replacement
Success Story
Problem: A customer was experiencing problems with external ingression of coal dust getting into the 255 gallon (965 L) lube oil reservoirs on their coal pulverizers. This caused degradation wear on the bearings and bull gears, which lead to premature aging of the system components.
Solution: The installation of KLD filtration skid cleaned up the system fluid from coal dust particulates and other contamination. As a result, the internal wear on system components as well as unscheduled downtime due to contamination was reduced dramatically.
Watch to learn more about Schroeder’s Kidney Loop product extensions:
Posted by McKenzie Thorpe on | Comments Off on Quality Protection Filter Elements Offer Superior Defense from Contamination
‘Will-Fit’ Doesn’t Cut It
Keeping a hydraulic system free of contamination is critical for system efficiency and longevity, and high quality filtration elements are the key to contamination control. Unfortunately, it’s not uncommon for customers to seek out low-cost, off-brand imitations of Schroeder Industries filter elements in order to cut down on expense.
Not all filter elements are created equally, and just because a given element fits in a Schroeder filter housing, it doesn’t necessarily provide adequate filtration. Cut-rate imitations may claim that “All filtration elements are guaranteed to meet or surpass all specifications of the original equipment manufacturer” but that’s not always the case. Take a look at the numbers below and see for yourself:
Elements
Schroeder KZ5
“Will-Fit” replacement
# of pleats
80
71
Pleat Height (in)
0.63
0.61
Media Layers
6
5
DHC (g)
119
84.3
Beta 200
4.8
12.2
Beta 1000
6.3
18.1
Elements
Schroeder 27KZ1
“Will-Fit” replacement
# of pleats
80
71
Pleat Height (in)
0.63
0.61
Media Layers
6
5
DHC (g)
378.1
233.1
Beta 200
<4
12.4
Beta 1000
<4
18.3
Cheaper knockoff filter elements trade functionality for lower cost, exposing the hydraulic system to increased risk of contamination, machine downtime, and system failure. Furthermore, the blame for these failures may be wrongly placed on the housing manufacturer, not the cut-rate filter element.
How can we ensure that proper, high-quality filtration elements are being used?
Quality Protection: Guaranteeing High Quality Filter Elements, Every Time
Quality Protection is Schroeder’s answer to the problem of mismatched, inadequate elements. The patented, premium Quality Protection elements are engineered specifically for superior performance when paired with Schroeder filter housings.
What does Quality Protection mean?
End users cannot substitute “will-fit”, low quality elements for a Quality Protection element
OEM’s will capture aftermarket revenue from Quality Protection elements; exponential growth year after year
Increase in machine productivity and reliability when Quality Protection filtration elements are deployed
Overall reduction in warranty claims when hydraulic equipment is protected by superior filtration
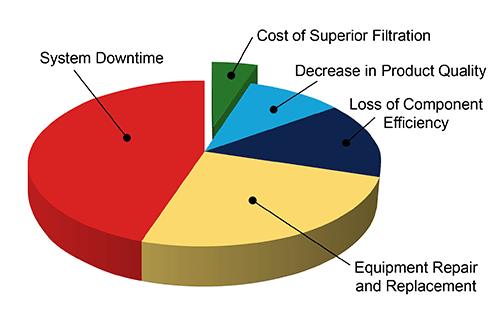
Why Do My End Users Need Quality Protection?
Hydraulic system downtime and repairs represent a significant portion of overall costs to equipment end users. Contamination is the leading cause of hydraulic machine downtime, accounting for as much as 70% of premature machine failures. Ensuring the highest quality filtration protects your end users’ equipment from contamination-related failures and associated costs.
How Does Quality Protection Benefit My Business?
Quality Protection is the clear choice for protecting your end user’s hydraulic equipment from contamination-related damage, but how does it benefit your business directly?
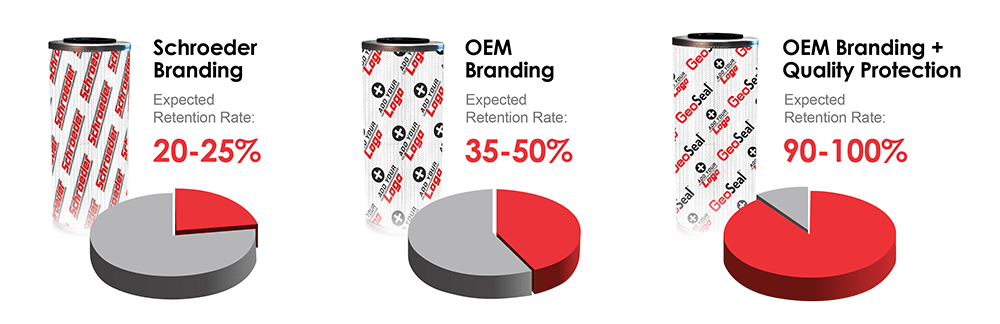
Not only will your equipment perform at like-new levels, but Quality Protection can also provide an increase in aftermarket retention year over year. By taking advantage of our Quality Protection filter elements with the private labeling option, you may see up to 90-100% aftermarket retention. Compare this to the expected retention when using standard Schroeder elements with or without private labeling.
Over a 10 year period, one may sell an estimated triple the quantity of filter elements when implementing a Quality Protection strategy than without. The associated boost to sales margins makes this a highly profitable, winning strategy.
Quality Protection Solutions
Geo Seal®| Patented Quality Protection
US Patent D658740
The element grommet and mating bushing are given a new geometric shape
Provides a unique way for OEMs to retain replacement element business and keeps a filter’s performance at the level it was supplied
GH6, GH9, GH11, & GH14 HydraSPIN Filters
Only filters to offer a full range of a cartridge style element, but in a robust metal housing
Up to 35 gpm (130 L/min) HydraSPIN Filters (GH6 & GH9),
Up to 87 gpm (325 L/min) HydraSPIN Filters (GH11 & GH14)
Capable of delivering the best performance solution for any hydrostatic or CVT application challenge
Air Fusion Technology (AFT)
Patent Pending In-tank filter design
Lightweight; as part of a tank optimization package can reduce reservoir size
Lock & Key Quality Protected, OEM specific interfaces available
Superior de-aeration performance
360 degree swivel connection; lines stay connected during element changeouts
Part of Schroeder Industries 2030 Initiative
Lock & Key
Quality-Protected Design for OEMs
Patent protected design that can be customizable to specific OEM requirements
The bushing acts like a lock, the end cap acts as a key, and only a matched “Lock & Key” will allow the element to seal on the bushing
Unique and customizable patterns for OEMs to “own” an exclusive design for their equipment
Currently utilized in high pressure housings and AFT technologies
Private Labeling Solutions
Incorporating a private labeling program has proven benefits for aftermarket element business retention, and offers additional protection against inferior, cut-rate filter element substitutions. Schroeder offers a full line of branding solutions for filter elements, including our Quality Protection items. Review our Private Labeling Capabilities Form and email sisales@schroederindustries.com to plan your private labeling program!
Mitigating fluid contamination is a chief concern for hydraulic systems. Solid, liquid, and other forms of fluid contamination account for up to 90% of all hydraulic system failures. Water, ingested particulate contamination, and metal particles from internal component wear are just a few types of contamination. Contamination is influenced by ambient conditions and other variables, and can have serious impacts on hydraulic equipment performance.
Contamination cannot be completely stopped, but proper fluid filtration can prolong the lifespan of your hydraulic components—and a successful treatment strategy begins with accurate diagnostics.
Portable Fluid Condition Monitoring
To make fluid assessments more convenient, Schroeder Industries developed several portable fluid condition monitoring systems. These compact units are designed to deliver real-time insights into the health of a variety of hydraulic fluid types. On-site analysis with a portable condition monitoring unit saves time and money compared to shipping samples to oil testing labs, or using complicated analysis kits. Their portability makes them usable in the field, in remote locations, along a manufacturing process production line—anywhere a hydraulic system can be found.
Click the image to see the TFC page
Introducing Total Fluid Condition (TFC)
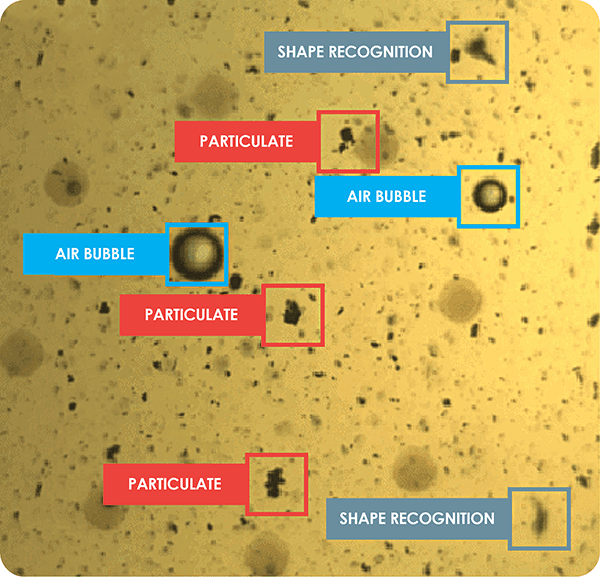
The new TFC unit represents the latest in fluid condition monitoring technology. This revolutionary portable service unit is designed to measure and differentiate particulate contamination, as well as relative water content and temperature.
Improving Contamination Data Accuracy
Correctly identifying the type and source of hydraulic fluid contamination is critical for developing a treatment strategy. The TFC unit improves upon the accuracy of fluid contamination data in synthetic and mineral oil based hydraulic fluids, offering users a more complete analysis of their fluid health than was previously possible. This improved precision stems from the new direct digital imaging sensors incorporated into the TFC units.
Other portable fluid contamination monitoring units have utilized light-based sensors, which struggle to differentiate between contamination types, but direct digital imaging sensors can distinguish air bubbles and water molecules from solid particles. This results in a more accurate ISO count, and better understanding of the fluid’s health.
The TFC can also sort particles into fatigue, cutting, sliding wear, and fiber categories to estimate cause of contamination. The direct imaging particle counting software coded into the unit uses size and shape-recognition technology, based on advanced algorithms, as a dirt classifier to distinguish contaminates.
TFC Applications
Like Schroeder’s other portable fluid diagnostics systems, TFC is a powerful, versatile tool for any fluid cleanliness testing scenario:
Perfect for in-plant/industrial applications, during the assembly process or at the end of the production line.
The compact design and onboard battery also make the TFC ideal for mobile applications, such as testing for service trucks or in remote locations.
Other Benefits of Fluid Condition Monitoring
The oil waste reduction aided by the TFC unit’s fluid diagnostic capabilities doesn’t just help protect your equipment. It also reduces costs and environmental impacts related to oil waste.
All hydraulic fluid must be changed eventually, but routinely testing fluid cleanliness and addressing contamination prolongs its lifespan. This results in less frequent oil disposal, saving on the expense of new oil.
Additionally, the reduction in hydraulic oil waste and consumption helps lower an operation’s carbon footprint and environmental impact. The TFC unit is part of Schroeder Industries’ Energy Sustainability Initiative supporting carbon reduction goals across various industries, thanks to the benefits it imparts by helping extend the life of oil and reduce waste.
Want to learn more about what Total Fluid Condition can do for your business? Contact us!
Posted by McKenzie Thorpe on | Comments Off on Electric Hydraulics: Revolutionizing the Mobile Hydraulics Industry
The Future of Hydraulics is Electrifying
In recent years, the mobile hydraulics industry has been revolutionized by the development and proliferation of electric hydraulic systems. Among other inherent benefits, electric hydraulic systems could also be dramatically more energy efficient compared to traditional hydraulic systems.
How is this possible? Unlike traditional hydraulic systems, electric hydraulic motor-pump units only operate when flow and pressure are required to perform the working task at hand.
When there is no flow or pressure required, the electric hydraulic motor-pump unit switches to zero energy-mode, saving the consumption of energy and increasing the system’s efficiency. This is what we call energy efficiency.
Energy Efficiency through Electric Hydraulics
Energy efficiency, put simply, is when less energy is needed for a system to get the job done. This can be achieved by lowering the amount of energy consumed to accomplish an equivalent output (e.g. halt of use when not in operation).
Think about some of the newer car models in the market today.
Some higher-end models shut down every time the car stops at a stop light. Since the car is in idle at that stop light, why would the car continue to place tension and wear the performing components when they’re not performing their sole duty: driving?
This way of thinking is slowly creeping into hydraulics too. Experts are now looking at ways to incorporate these (and other) types of electric energy to power hydraulic machines. This is called electric hydraulics.
Electric Hydraulic Advantages
Electric hydraulic systems have some major advantages over their traditional hydraulic counterparts. The key advantages of electro-hydraulic motor pump units are:
Up to 70% more efficient than standard hydraulic counterparts
CO2 reduction = less fluid being used in the system
Component lifespan increased, especially with bearings and seals
Ability to control direction & amount of hydraulic flow by controlling direction/speed of the electric motor.
Injection molding machine systems eliminate the need for directional and proportional valves in the motion axis.
Fewer, less complicated components also simplifies troubleshooting.
Quieter run times, reducing noise decibel readings
Save space and reduce weight with lighter, more compact electric systems
Integrated electrohydraulic packages are now available. These packages include an electric motor, controller, and hydraulic pump combined into one compact unit to lower total cost of ownership.
With the rising trend of electric drive vehicles and utilizing efficient energy throughputs, there is now a need to reduce power consumption and extend the battery life through increased hydraulic efficiency. How do we capitalize on saving energy and becoming more efficient in electric hydraulic systems?
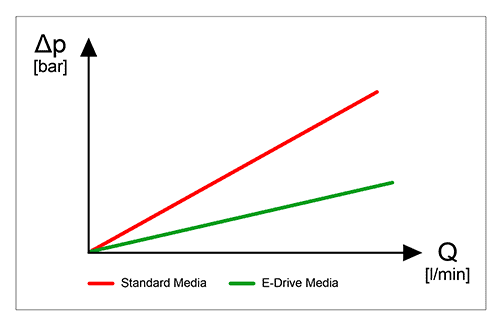
The answer: minimize the pressure drop
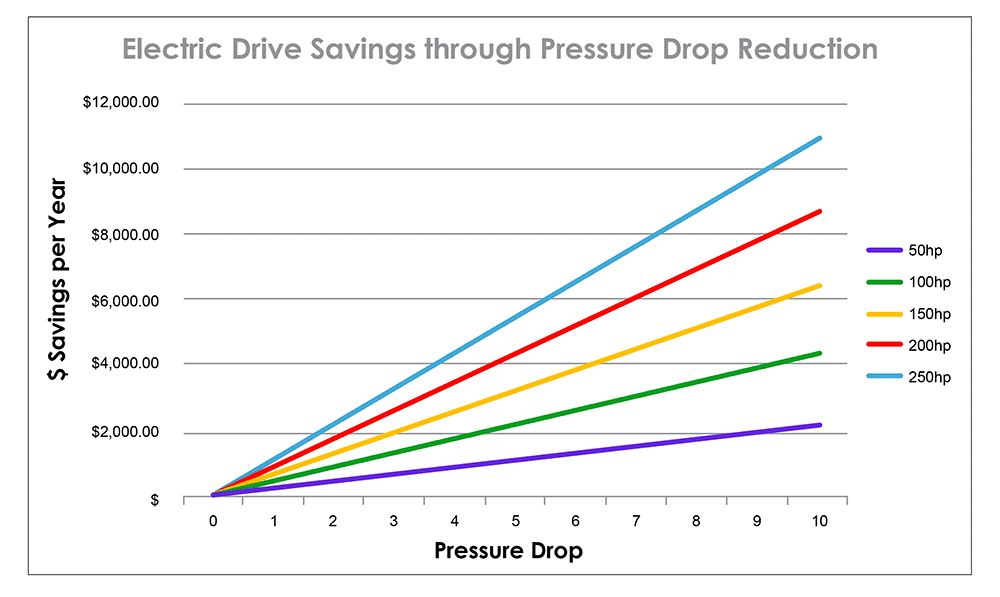
Electric Drive Savings Through Pressure Drop Reduction
All energy has a price, and wasting it means wasting meaningful dollars. It is desirable to have as much energy that is inputted into a system available to do useful work. In hydraulic systems, we tend to look at differential pressure across the entire system. Differential Pressure describes the loss of energy available in a hydraulic system—however, the energy is not lost, but converted into thermal energy, which is unavailable to perform useful work.
For example, a small pressure drop effects high horsepower systems, as the pump/motor group must make up for that loss of energy and operate much harder, costing more money and shortening component life. Take a look at the figure below to see an example of how much money can be saved by lowering the pressure drop by a few psi:
*Assuming electric driven operation at 65% efficiency. $ Savings based on energy cost of $0.15/kw-hr & ~6000 hours per year on an electric driven operation.
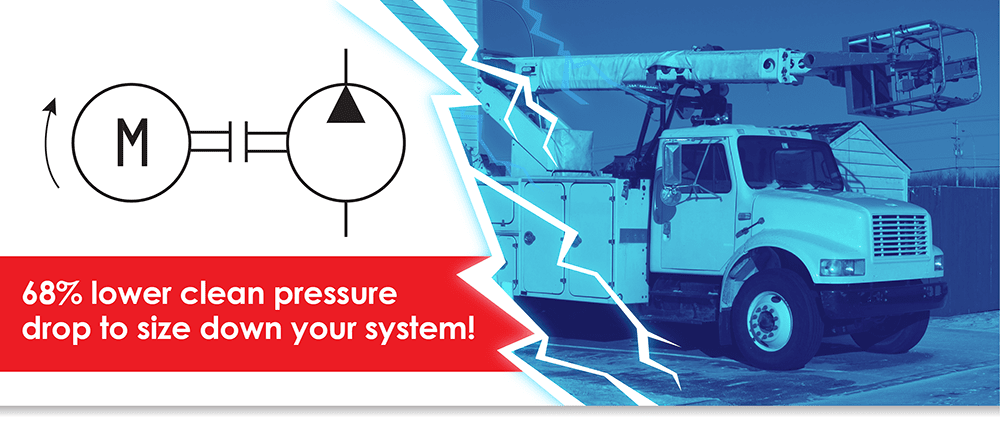
So how do we lower the overall pressure drop in an electric hydraulic system? That is where Schroeder’s Electric Drive media can help.
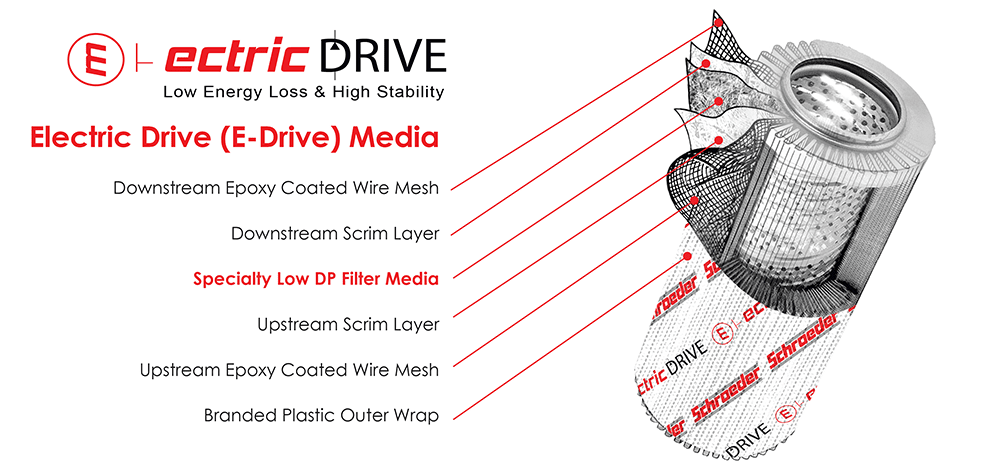
Schroeder’s Electric Drive Media
The use of Schroeder’s GREEN, Electric Drive (E-Drive) Media filtration technology guarantees safe and reliable equipment operation, all-while conserving the use of energy.
Part of Schroeder’s Energy Saver initiative, filter elements made using the all-new E-Drive Media are characterized by a low pressure drop, making them suitable for low energy requirements compared to conventional hydraulic elements under the same ambient conditions.
In certain applications, the E-Drive Media can lower the pressure drop to a point where consumers may be able to size down their horsepower requirements on their current motor and save even more overall!
E-Drive filter elements are made using an all-new specialty formulated, high efficiency, low differential pressure media and are the perfect choice for use in electric hydraulic drive motor-pump units. Use them for conserving energy bills and wherever high viscosity fluids are employed – especially at low temperatures that produce a cold start behavior.
Let’s see how our 10-micron Electric Drive media element compares to the typical synthetic microglass media available on the market today.
Technical Specs (evaluated in K-sized element):
Media Type
β200 [µm(c)]
Pressure Drop Factor [psid/gpm]
E-Drive Media (10 µ)
10.2
0.050
Typical Synthetic Media (10 µ)
10.6
0.156
Element Collapse Rating: 145 psid (10 bar)
Temperature Range: -22°F to 212°F (-30°C to 100°C)
Flow Direction: Outside to Inside
E-Drive Media is currently rated for 10-micron filtration, with other micron options available in the near future.
What Can E-Drive Media Do For You?
To see if Schroeder’s Energy Saving Initiative E-Drive Media can be the right solution for your electric hydraulic systems, email us at sisales@schroederindustries.com or leave a comment in the blog post below.