Introducing a Waste-Eliminating Spin On Filter Alternative
>90%
reduction in wasted scrap metal
>80%
less hydraulic oil waste
>80%
reduction in CO2 emissions
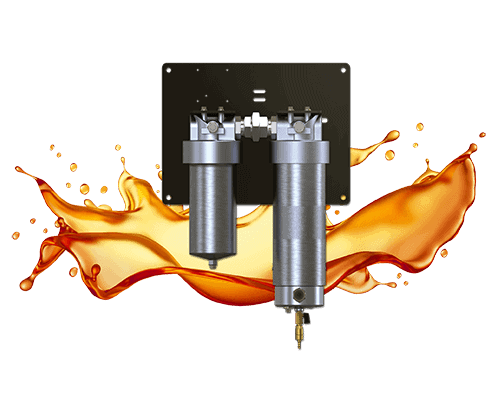
Spin on hydraulic filters are a popular filtration option. These filters combine the filter housing and element as one complete unit, which can be quickly and easily screwed on and off the hydraulic system.
However, the disposable housing also greatly increases the overall cost per change-out. Additionally, there is massive material waste, as the filter housing is thrown away with the element when a spin on filter is replaced.
Enter the Sustainable Cartridge Bowl filter, or SCB!
This revolutionary filter offers the same spin on convenience, with a reusable housing bowl design. The innovative SCB offers a range of advantages:
More cost-effective element replacement compared to conventional spin-on filters
Cuts down on waste and emissions, including a >90% reduction in scrap metal waste
Discards less oil with each change-out, conserving resources
Powered by filter elements with higher pleat counts and lower pressure drop for superior filtration performance
The SCB’s Signature, Patented Innovation
The material and cost savings of the SCB are made possible through its reusable housing bowl.
The secure sealing and glass-infused, injection-molded nylon bowl provide a durable housing for the high-performance element within.
Robust outer bowl provides reusability and durability.
The outer portion of the bowl is injection molded plastic, supported by an internal steel tube and flange structure. This results in a lightweight, yet durable housing bowl.
The endcap of the filter element slides over the bowl, forming a seal along the outer rim and preventing operation without a filter element in place.
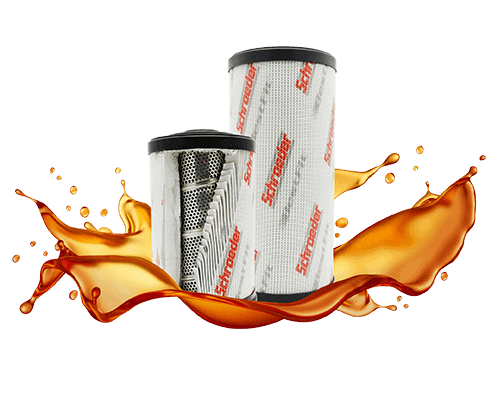
Coreless filter element design: higher performance, reduced waste.
The coreless filter element design with plastic caps makes disposal simpler. With support from epoxy-coated wire mesh, pleat stability, efficiency, and dirt holding capacity are increased. These premium filter elements also feature a higher pleat count and lower pressure drop, further improving their performance.
How Does the SCB’s Sustainability Compare to Conventional Spin-Ons
Traditional spin on filters contribute to waste and CO2 emissions in two primary ways: wastedscrap metal, and wasted oil.
This waste takes up landfill space and contributes to emissions released during production.
The SCB filter elements, however, are almost entirely plastic and can be easily crushed for efficient disposal. Between these elements and the reusable housing bowl, scrap metal waste is reduced by ~99%.
Extra oil may become trapped in a typical spin on housing, but the SCB only loses oil which has saturated the filter element.
Waste Reduction Example, per 1,000 spin ons:
M10 (cellulose 10 micron) Spin On
1,966 pounds metal scrap waste
If not properly drained, wastes approximately 450 gallons of oil
CO2 emissions: approximately 10,600lbs of CO2
SCB Coreless Replacement Design
Only 20 pounds of metal scrap waste (epoxy wire)
Total oil volume lost through cartridge change-outs: 57.2 gallons (87% reduction versus conventional spin-on filter)
CO2 emissions: approximately 1,300lbs of CO2 (88% reduction versus conventional spin-on filter)
The signature reusable housing bowl of the SCB isn’t just eco-smart: it’s far more cost effective than typical spin on filters.
With a reusable housing bowl, only the filter element must be replaced, which results in exponential savings after just a few element change-outs. And, with the SCB, the first kit comes with a spare element, meaning the first change-out is already paid for.
Over the lifetime of a given piece of equipment, savings can be substantial!
Contact Schroeder Industries or a verified Schroeder distributor for pricing details.
Increased Revenue in Spare Element ROI Strategy
The average aftermarket filter element retention for OEMs is just ~35%.
However, the Quality Protection built in to every SCB bowl and element prevents the use of subpar third-party elements. Not only does this help the end user protect their vital equipment, it can boost aftermarket retention for OEMs to as high as 100%.
Assuming 1,000 machines are produced per year, with 4 element changes per year, substantial gains in aftermarket revenue are possible through a spare element sales strategy:
For increased aftermarket retention, the SCB also includes private labeling options for the bowl and filter elements. To learn more about Schroeder Industries’ private labeling capabilities, view the Private Labeling Capabilities Form.
Posted by McKenzie Thorpe on | Comments Off on Ultimate Chill: The Proven Filter Tank Cooler Unit
Overheating is a common, constant issue for hydraulic equipment, especially when working in scorching summer conditions. Over time, this can have negative consequences for critical machinery:
Overheating accelerates oil degradation, causing varnish and sludge to coalesce in the system and cause blockages and reduce operating efficiency.
Shortened oil lifespan forces more frequent oil change-outs, increasing both downtime and oil-related expenses for new purchases and recycling.
Oil degradation products can damage system components and force the equipment’s engine to overcompensate.
Keep Cool and Collected with the FTC
Schroeder’s new Filter Tank Cooling Unit (FTC) is a compact solution for mobile fleet vehicles that combines a hydraulic tank assembly and cooling unit in one complete package.
Condensed, efficient footprint ideal for the space limitations of mobile vehicles; most optimized tank/cooler combination currently available
Integrated cooling unit maintains safe operating temperature, extending fluid life and preventing overheating in the hydraulic system
Reduces weight, space utilization, and oil usage; provides associated cost savings
Air Fusion Technology filtration and a robust, rotomolded 7-gallon TNK design to reduce weight and increase the efficiency of the reservoir’s performance and deaeration capabilities
Schroeder Success: FTC Unit Increases Machine Space on Mobile Fleet Vehicles
An OEM producing mobile fleet units sought a lighter, more space-efficient alternative for their 25 gallon hydraulic unit and separate cooling unit, which took up considerable room on the mobile unit.
Schroeder Industries engineered the FTC unit to utilize space as efficiently as possible while delivering optimal performance from the hydraulic reservoir and cooling unit, allowing OEMs to further streamline and improve their equipment designs.
Here’s how this customer benefited!
Tank + Cooling Assembly Footprint Substantially Downsized
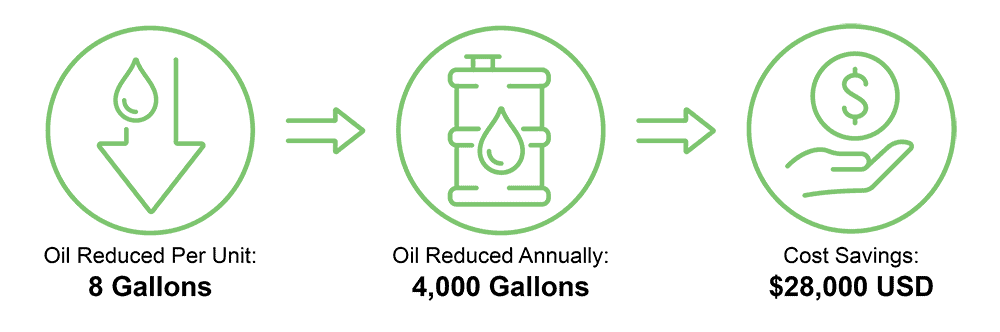
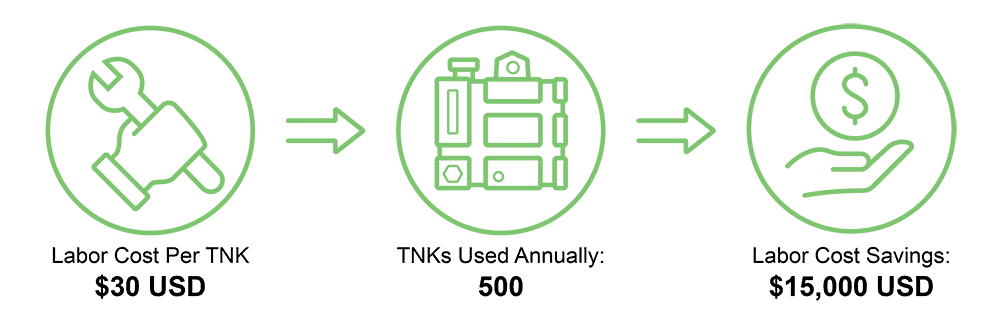
18 Gallon Reduction in Reservoir Size; Reduced Oil Usage Per Unit
Increased Machine Space for Further Design Improvements
Can the FTC Unit help you beat the heat? Ask the experts!
The product experts at Schroeder Industries can help you find the optimal solution for your application. Let us know how we can help!
Posted by McKenzie Thorpe on | Comments Off on Eliminate Hidden Contaminants with Ultimate Roll-Off Cleanliness
Equipment failures within warranty and product recalls are a major headache for both end users and manufacturers, ranging from costly and inconvenient to downright dangerous. One common cause of issues and even catastrophic failures is contamination present in the equipment the moment it exits the assembly line.
The risks of contamination-related, premature equipment failures to both end users and original equipment manufacturers are clear. So, how can these issues be prevented?
What is Roll Off Cleanliness?
Roll off cleanliness is commonly referred to as the overall contamination level of the fuel system, hydraulic system, and hydraulic fluid in the equipment at the time of release from an assembly line or re-build line, after testing and before shipping to customers and/or end users.
Built-in contamination, or contamination that enters a vehicle or piece of equipment during assembly, is a common cause of premature failure. A high standard of roll-off cleanliness ensures that new equipment is free of contamination which can cause failures within warranty, triggering returns, recalls, and other negative outcomes that inconvenience consumers and impact a brand’s reputation.
Where Does Built-In Contamination Come From?
For hydraulic, lubrication, and fuel systems with sensitive components, even contaminants measured in microns can cause damage. For optimal roll-off cleanliness, there are several avenues of contamination that must be monitored and addressed, depending on the application:
Machining Debris
As the automotive manufacturers mentioned above are all too aware, machining debris, or particulates left over from the process of manufacturing and assembling components, can be catastrophic.
Tiny fragments of metal and other particulates produced in the manufacturing process can cause both localized damage to engines or critical system components and spread downstream of the original contamination source, causing wear and tear throughout the system.
Environmental Component Contamination
The overall cleanliness of the manufacturing setting at every stage of production is also vital for ensuring overall roll-off cleanliness. Dust, debris, and moisture present in the environment can settle into components as they are being manufactured, packaged, transferred, or assembled.
Most manufacturers source at least some components from third party vendors, so the condition of other facilities should also be examined, and incoming components should be tested to ensure they comply with a manufacturer’s standard of cleanliness.
Contaminated Hydraulic and Lubricating Fluid
Contamination from newly added hydraulic or lubricating fluids is another common source of contamination at the start of a machine’s life. Oil producers generally adhere to strict ISO standards, but throughout the process of production, transfer, and filling, contaminants may ingress into the hydraulic fluid.
New oil should be tested before being added to any system. It is also recommended to utilize an offline filtration system or kidney loop filter to cycle the oil through the system and ensure its cleanliness.
Contaminated Fuel
For plants which produce diesel-powered mobile equipment, fuel management for on-site testing and end-of-line filling equipment is a critical part of their operations. Fuel is a common vector for water, bacteria, and particulate contamination to enter a fuel system, as there are many potential points of exposure throughout the fuel production and transfer processes.
Inbound fuel, on-site storage tanks, and distribution systems should be carefully monitored and filtered. Filtration units specialized for maintaining diesel quality are a must to ensure clean fuel, protecting new equipment from an influx of contamination into the fuel system.
Schroeder Industries’ Roll Off Cleanliness Arsenal
Schroeder Industries understands the importance of setting end users up for success through roll-off cleanliness. We offer a variety of filtration solutions and diagnostic tools that ensure your equipment is putting its best foot forward from a cleanliness standpoint when it leaves the assembly line.
Testing cabinets like Schroeder’s CTU 1000, CTU-SC, and CTU-EB are used to analyze individual machine components and provide detailed analysis of the type, size, and quantity of contaminants. Analyzing components throughout the production, storage, and system assembly process ensures that individual contaminants are clean when entering the equipment.
If a testing cabinet is outside your budget, Schroeder Industries offers turnkey testing services and expert analysis!
Contaminated hydraulic fluid or oil is a common cause of premature machine failure. Offline filtrations systems such as Schroeder’s array of filter carts (including the MFS, FS, and AMFS) allow for flexibility and mobility when testing the hydraulic fluid and lubricating oil across a variety of machines.
Ranging from streamlined-but-reliable basic cart systems to advanced systems with onboard particle counting and recording capabilities, these filter carts ensure the cleanliness of fluid within the equipment and can be customized for your specific needs.
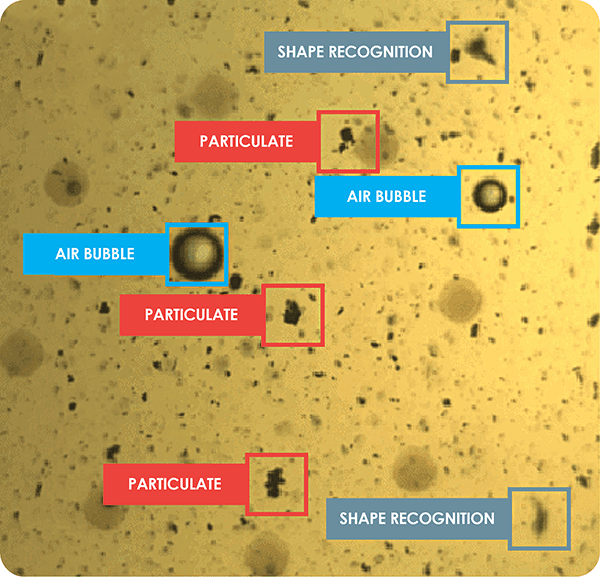
Diagnostic tools like the TFC are used for establishing ISO counts for fluids in real-time. Due to the technology included in the TFC, it is able to distinguish air bubbles from particulate contamination, removing the counted air from the particle count, thus providing a more accurate ISO code. With shape and size recognition software, determining the type of the contamination present in the hydraulic fluid is now even easier.
Schroeder’s Fuel Filtration division specializes in coalescing and particulate filtration for diesel fuel.
Products like the BDF, GHCF, and more provide superior filtration at every stage of the fuel supply chain, including during transfer, point of fueling, and kidney loop circulating filtration for bulk storage tanks.
Fuel filtration carts like the BDFC combine our world-class fuel filters with integrated pumps, hoses, and a mobile cart chassis.
These turn-key, complete systems offer increased flexibility and enable easy transitions from application to application around a manufacturing plant or storage facility.
As a provider of critical filtration components and accessories, Schroeder Industries is all-too aware of the importance of providing clean parts to our manufacturing partners.
Our manufacturing facilities in Leetsdale, PA and Cumberland, MD maintain high standards of cleanliness, creating a comfortable working environment and minimizing the risk of particulate contamination.
Our products are subject to stringent standards which include proprietary, rigorous testing and cleaning methods that ensure our filters, rotomolded reservoirs, and other components arrive to our partners in clean condition.
Let the experts at Schroeder Industries help you reach your roll off cleanliness goals!
Years of careful research and thoughtful development have yielded the new HY-HV-S120, the latest in Schroeder’s diagnostic arsenal. This revolutionary sensor is much more than just a digital particle counter, offering detailed insights into the possible source of contaminants.
Posted by McKenzie Thorpe on | Comments Off on Marine Diesel Trouble? Fix Water Contamination Now!
Engine Failures Spell Danger
One of the most debilitating problems a vessel can face at sea is an unexpected loss of control. In rough seas, working engines can mean weathering the storm or succumbing to it. Shipping delays due to engine failures and repairs can have an impact on supply chains, and result in major disruptions and financial loss. More importantly, loss of control can have devastating consequences on crew and bystander safety.
When considering ways to prevent an unexpected loss of power for marine applications, controlling fuel contamination is an effective way to eliminate one of the greatest factors affecting diesel engine reliability today.
What Causes Fuel Contamination in Marine Applications?
Fuel systems in marine applications are vulnerable to water contamination due to the operating environment and liabilities in the fuel supply chain.
By virtue of operating at sea, on the coast, or in rivers, ships are exposed to high levels of humidity and water, which is the most common type of contamination that sea-going fuel systems face.
Diesel fuel is transported through a long network of refineries, bulk fuel suppliers, and dispensing stations before reaching its destination. At every stage, water, humidity, bacteria, pollen, and other contaminants can enter through open breathers, improperly sealed vessels, and other points of ingress.
Fluctuations in temperature can result in high levels of free water in a fuel system, which is more damaging than water that has dissolved into the fuel.
How Can Fuel Contamination Cause Engine Failure?
Contamination can affect engine operations in a variety of ways:
Buildup of bacterial sludge in the fuel due to water and bacterial contamination, also called diesel bug, can plug the engine filtration system and starve it of fuel
Small amounts of particulates and water can wear out an engine’s components over time, reducing its overall efficiency and eventually causing the engine to fail.
What Other Impacts Can Contamination and Contamination-Related Damage Have?
Besides total engine failure and its potential consequences, contamination has a range of direct and indirect impacts on equipment and operations:
Costly maintenance and repair of engines and equipment
Increased fuel-related expenses between acquiring clean fuel, disposing of contaminated fuel, and remediating/polishing contaminated fuel
Reduced fuel economy due to inefficiencies in the engine/high pressure common rail injection systems caused by contamination
Reduced engine and equipment longevity
Overall reductions in vessel or fleet profitability due to compounding expenses and downtime for repairs
How Can I Control Diesel Contamination?
Having a system in place to proactively monitor and prevent contamination where possible, plus a solution to remediate whatever contamination occurs, is key for controlling fuel contamination and protecting your engine.
Obtain fuel from a reputable source. Fuel is often contaminated before it enters a ship’s fuel system, but reputable suppliers who are familiar with contamination and take fuel cleanliness into consideration will provide higher quality fuel and prevent large, immediate influxes of contamination.
Ensure storage/fuel tank cleanliness. Before filling a fuel tank or bulk storage tank, be sure the tank is clean and dry.
Take precautions when transferring fuel/filling your system. Water and other contaminants are most likely to ingress during fuel transfer, so ensure that your transfer system is properly sealed.
Monitor the fuel quality levels of your storage tanks to determine the condition of the fuel being delivered to your engine and remediate or replace contaminated fuel before it can affect your equipment. Test kits such as Schroeder’s Diesel Fuel Quality Analysis Kits can provide important insights into the condition of your fuel, especially if you’re experiencing issues consistent with fuel contamination.
Closely monitor your fuel water separators and engine filters and empty them as often as needed. But remember: don’t rely solely on these separators and filters to completely resolve your contamination issues!
Acquire a fuel polishing system. A fuel polishing system/kidney loop attached to your system or to your storage tanks can help address contamination in real time.
Some degree of water contamination is inevitable, especially in a marine setting. However, proactive maintenance and preventative measures will significantly reduce your chances of catastrophic contamination-related equipment failure!
Schroeder Solutions for Diesel Contamination Control
Schroeder Industries understands all too well the negative impacts of fuel contamination. Our fuel filtration experts have developed a range of filtration products and services to maintain diesel fuel quality, with proven success in the maritime industry and beyond.
Here are just a few of our featured solutions:
BDFP – Bulk Diesel Filtration Panel
BDFP: Exceptional Quality, Turn-Key Stationary Fuel Filtration System
This simple-but-mighty filtration panel combines the power of our particulate GHPF filter and the exceptional water removal capabilities of our coalescing GHCF filter to defend against particulate and water contamination.
With an integrated pump, the BDFP is ready to use without requiring a new pump purchase for the filter panel.
The streamlined BDFP design is easy to integrate into new and existing fuel storage systems, and the minimal element change clearance makes maintenance easy.
Flow Rating (Electric Motor Option):
14 gpm or 25 gpm (53 or 95 L/min)
Flow Rating (Air-Operated Option):
16 or 25 gpm (53 or 95 L/min)
Ambient Temperature Range:
32°F to 104°F (0°C to 40°C) Standard; -20°F to 140°F (-29°C to 40°C) Heater Option
BDFP Prevents Water Contamination-Related Engine Failures in Workboat Fleet
When a fleet operator in the Mississippi River region launched a new pushboat with a brand new engine, the pushboat experienced sudden engine failure just a single mile into its maiden voyage.
Analysis revealed water contamination in the fuel source as the primary cause of this failure. When the customer approached Schroeder Industries for help, our experts recommended a kidney loop setup featuring the BDFP to ensure fuel quality, reduce engine maintenance, and protect against further costly, dangerous failures. Its performance was so outstanding that the customer implemented the BDFP across their three fleets.
Here’s how the BDFP helped this customer save money and protect their assets!
Reduced Downtime & Maintenance
Eliminated Contamination-Related Engine Failures
Prevented Major Engine Repairs (Saving Up To 100K+)
Schroeder’s particulate GHPF filter and coalescing GHCF filter combine for exceptional defense against particulate and water contamination. With the option of adding a second GHCF in parallel on the BDF, flow rate and coalescing capabilities can be doubled!
This compact filter excels in marine applications, fleet and mobile vehicle applications, railroad applications, and much more!
Flow Rating:
BDF1: up to 25gpm (95 L/min) BDF2: up to 50gpm (189 L/min)
Max Operating Pressure:
150 psi (10 bar)
Temperature Range:
w/ water sump heater: -20°F to 225°F (-29°C to 107°C); w/out heater: 32°F to 225°F (0°C to 107°C)
Due to poor fuel quality, a Class 1 Rail Carrier was experiencing frequent in-field failures of their MOW (Maintenance-of-Way) equipment, including their Fuel & Lube Trucks.
This lack of fuel quality control was costing the customer thousands of dollars in parts and labor, downtime, and lost revenue overall. Schroeder’s experts retrofitted the customer’s MOW fleet with BDF2 filters (BDF with dual GHCF filters), providing immediate improvements.
Here’s how the BDF2 helped this customer save money and protect their assets!
57% Increase in Particulate Filtration Efficiency
19% Reduction in Absolute Water Content (52ppm Below World Wide Fuel Charter Maximum Water Content)
BestFit® Elements: Superior Coalescing & Particulate Filtration
With options for both coalescing and particulate filtration and all the advantages of Schroeder’s powerful filter element technology, the BestFit® series provides improved diesel filtration performance.
SBFC element uses patented, three stage coalescing filtration technology
Synthetic filtration media eliminates degradation due to high water content fuel
Use of stainless steel support structure and polymer components prevent corrosion from high water content exposure
Direct fitment into existing installations allow for immediate performance improvements with no modifications
Differential Pressure Rating:
75 psid
Max. Operating Temperature Range:
225°F (107°C)
Filtration Rating:
225°F (-29°C to 107°C); w/out heater: 32°F to 225°F (0°C to 107°C)
BestFit® Elements Stabilize Inventory Crisis & Improve ROI
An oil & gas drilling contractor struggled to source a critical diesel fuel filter element required on all their job sites, resulting in company-wide operational impacts.
Not only was Schroeder Industries able to provide a seamless transition and stable supply of vital elements using our BestFit® Element series: The BestFit® Elements ended up outperforming the drilling company’s previous elements!
Here’s how BestFit® Elements improved ROI and helped this customer’s business return to smooth sailing!
Element Inventory & Supply Stabilized
Increased Service Life of Filter Elements vs. Previous Elements
Competitive Price Point & Improved Element Performance Provided Immediate ROI Increases
Damp, Dirty Diesel Deals Damage: Fix It with Fuel Filtration Solutions from Schroeder Industries!
Our experts can help you monitor and decontaminate your marine vessel fuel supply and prevent the costly, potentially dangerous effects of water contamination and more. Contact us for a consultation, quote, or more information!
Contact-Blog-Water Contaminated Diesel In Marine Applications: Fix It With Filtration!
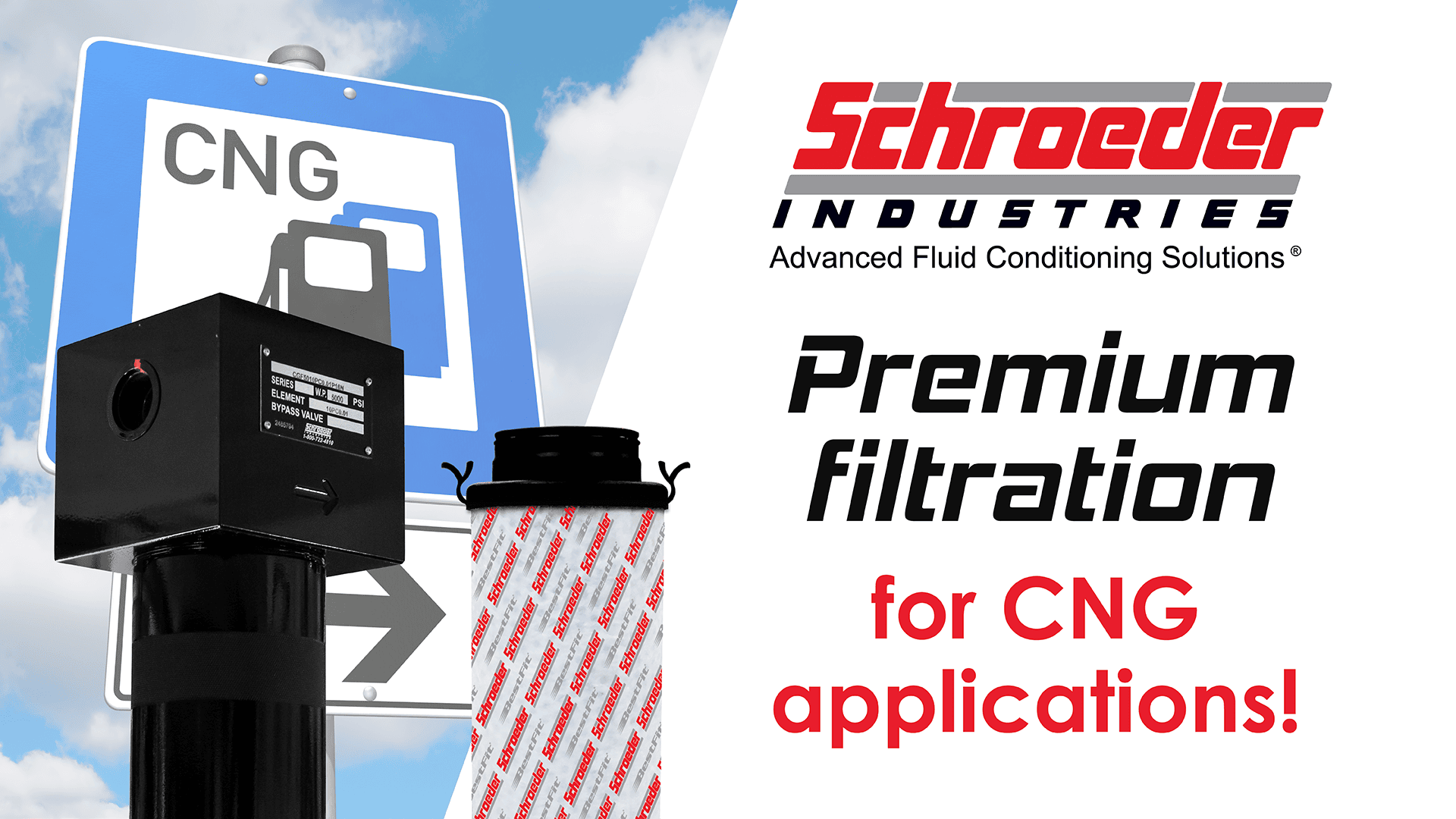
Posted by McKenzie Thorpe on | Comments Off on Revolutionary CNG Filters: Your Solution to Cleaner Fuel
Compressed Natural Gas, or CNG, is one of the best known and most widely used alternative fuel options currently available. As CNG and CNG-powered technology escalates, filtration is necessary to ensure optimal fuel quality and operational efficiency.
In this post, we will explore:
The projected growth of CNG
Examples of CNG applications
The unique considerations of CNG filtration
The products that Schroeder Industries has engineered for excellence in the realm of CNG filtration
CNG Surge: Compressed Natural Gas Market Projected to Grow
According to a June 2023 report from The Business Research Company, Compressed Natural Gas Global Market Report 2023, the global CNG market was valued at 147.16 billion USD in 2022. By 2027, the market is expected to grow 83.5%, for a total estimated value of 269 billion USD.
CNG is one of the major players in alternative fuels for several reasons, including:
1. Improved sustainability compared to traditional fuels.
It also delivers comparable torque and power to traditional diesel engines, making it viable for intensive work such as construction and mining.
3. Relative ease of integration into current systems.
CNG can largely utilize existing technology such as vehicle designs and transportation infrastructure, making transitions and retrofits more straightforward compared to other alternative fuel sources, such as electric power.
Part of this growth in the compressed natural gas market is being driven by CNG fueling and other related applications, including power generation and fueling CNG-powered vehicles for commercial fleets. Delivery vehicles, refuse collection trucks, and other commercial vehicles are seeing increased adoption of CNG. Compressed gas dispensing stations and virtual pipelines are expanding to satisfy the growing need for CNG fuel.
In order to ensure optimal performance of both CNG dispensing units and the vehicles that utilize it, CNG must be filtered to remove damaging contamination such as water vapor, residual oils, and solid particulates.
CNG Filtration 101
Despite being a compressed gas, CNG is also susceptible to contamination and requires filtration just like diesel and conventional liquid fuel to maintain its quality.
Water Vapor: Water vapor is found in all compressed gases and air. When under pressure, the water vapor becomes more concentrated.
Oil: Oil can leach into the compressed gas via lubrication in the compressor system. Hydrocarbon contamination is also present even in gas drawn through oil-free compressors.
Solid Particulates: Compressed gas systems can also ingest particles of rust, dirt, and other solid contaminants, just like a liquid fuel application.
Just like conventional fuel contamination, contaminated CNG can negatively impact equipment and its performance:
Reduced Desiccant/Dehydrator Absorption: Compressed gas systems include dehydrating components, but high contamination levels can more quickly overwhelm these dehydrators.
System Component Wear: Sensitive system components, fuel injectors, and seals can be abraded and damaged overtime by contaminants, leading to costly repairs and replacements.
Reduced Efficiency Overall: Worn components reduce operational efficiency and increase maintenance-related downtime for CNG-powered equipment.
And More!
However, filtering compressed gas requires extra consideration compared to conventional liquid fuel. Adequate gas filtration must, among other things:
Account For Different Gas Types. Filter housings size selection must consider not only the system flow but also the type of gas as well as the operating pressure and temperature of the system.
Account For Smaller Gas Molecules. Gas molecules are much smaller than liquid fuel molecules, so material selection and porosity are a major consideration in filter construction. A gas filter must be exceptionally well-sealed and utilize low porosity materials. Ductile iron and aluminum are common material choices for CNG filters.
Tackle Ultra-Fine Particulates. Contamination in compressed air is often under 1 micron in size, which is substantially smaller than typical contamination in liquid fuels. Gas filters must be capable of trapping tiny particulates without compromising the differential pressure in the compressor system.
CNG Filtration Solutions from Schroeder Industries: Engineered for Excellence
Schroeder Industries offers comprehensive solutions for CNG filtration and filling stations, from generation to dispensing.
Generation
Transportation
Storage
Dispensing
Learn more about our CGF Series for CNG filtration, as well as our premium replacement elements!
Compressed Gas Filters
Schroeder’s premier filtration series for compressed air and compressed gases like CNG
CGF filter series provides cost-effective, robust filtration solutions for a broad range of applications.
Unlike other compressed gas filters, the CGF series utilizes pleated microglass media construction for more reliable performance and greater capacity.
CGF50
CGF8
CGF1.5
up to 5,000 psi
up to 800 psi
up to 150 psi
Compressed Gas Filter Panel
The CGFP50 provides twice the filtration power for your bulk filtration needs!
High Pressure Compressed Gas Polishing Panel for dispensing & transfer filtration
Uses two stages of the Schroeder CGF50 Compressed Gas Filters to remove particles and aerosols of oil and water.
Stainless Steel valves, connections, and tubing with flareless crimp connections are used for longevity and durability.
Replacement Elements
Premium replacement filter elements for the CGF series and more!
Replacement element kits designed for competitor housings in common sizes and media grade equivalents.
Currently available in 4C, 10C, and WS media grade equivalents, using pleated microglass media for extended service life with exceptional performance.
The element kits include the replacement bowl seals, designed to fit the competitor housings in the full range of sizes.
CGF Series: Beyond CNG
The versatile CGF Series also offers exceptional performance in other compressed gas applications besides just CNG!
Air Dryer Pre-Filtration
Paint Sprayer Booths
Air Cylinder / Air Valve Protection
And More!
The filtration experts at Schroeder Industries can help find the perfect filtration fit for your CNG or compressed gas application! Let us know how we can help:
Posted by McKenzie Thorpe on | Comments Off on Shockingly Effective Anti-Static Filter Elements
Struggles With Static
Over the last decade, users of hydraulic systems noticed a sharp increase in unusual failures and contamination within their equipment, including:
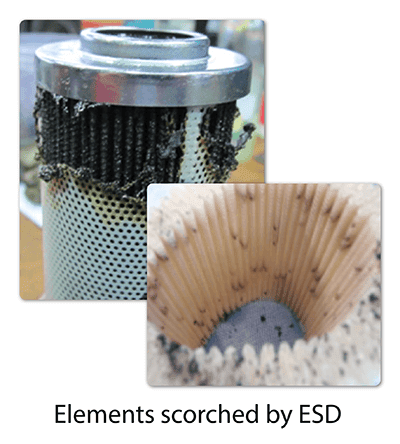
Burned and discolored filter elements
Rapid oil degradation
Prematurely worn, damaged components
Electrical arcing outside of the system
The culprit? Electrostatic discharge, also known as ESD, was becoming more frequent within hydraulic equipment. Static buildup is already a known issue, but why was it suddenly happening more often, and to greater extremes?
Behind the ‘Electrifying’ Increase in ESD
Fundamentally, static discharge in a hydraulic system is caused by friction—just like how shuffling across carpet in thick socks allows you to lightly zap someone else with static electricity. Oil may be a lubricant, but there is still some friction between hydraulic fluid and the filter media it passes through, and thus, static buildup can occur.
In a system with highly conductive hydraulic fluid or oil, this static buildup is more easily absorbed and evenly distributed. This prevents the worst effects of electrostatic discharge. However, environmental standards driving changes in oil composition meant that low conductivity oil was becoming more widespread.
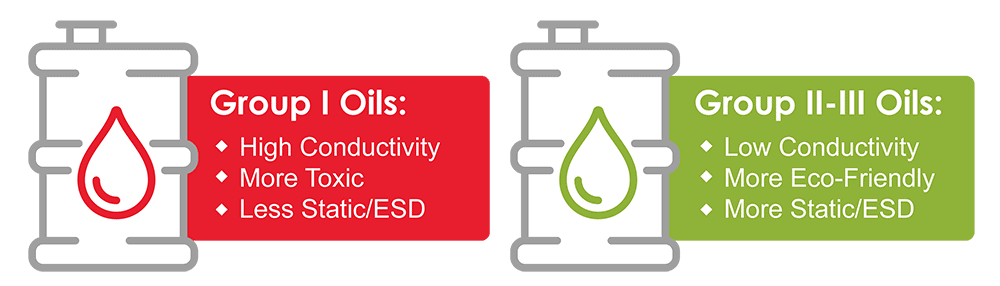
Group I ‘Lightly Refined’ Oils were once the most common class of hydraulic fluid.
These oils contained aromatics and heavy metals. Due to the presence of heavy metals, Group I oils have high electrical conductivity.
However, the heavy metals within Group 1 oils are mostly toxic. Due to this toxicity and the potential threat to the environment, Group 1 oils do not comply with newer, international environmental standards.
Group II & III ‘Hydrocracked’ or ‘Synthetic’ oils are replacing Group I oils as a more eco-friendly alternative.
Group II and III oils contain no toxins or carcinogens, as the toxic heavy metals have been removed.
Due to the lack of heavy metals, these oils have much lower electrical conductivity than Group 1 oils.
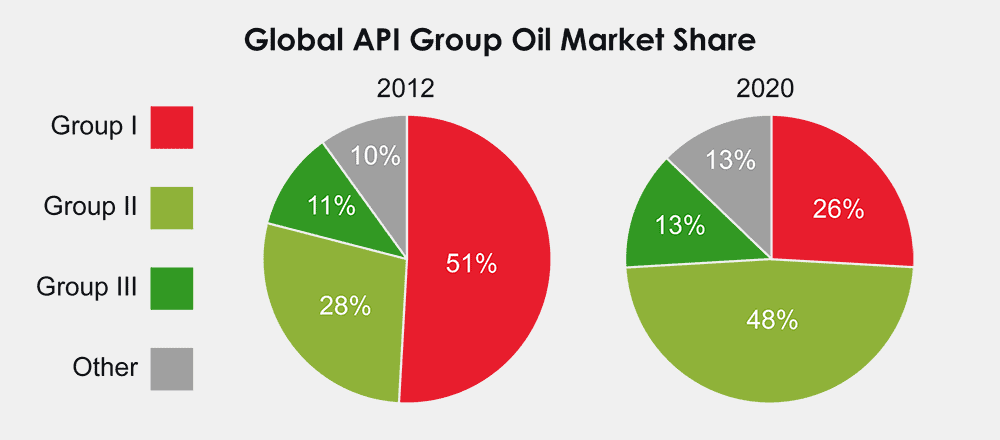
Between 2012 and 2020, the global market share of Group 1 oils fell by half, from 51% to roughly 26% of hydraulic oils in use. This trend is expected to continue. While moving away from Group I oils is much better for the environment, the proliferation of low conductivity oils led to more electrostatic discharge in hydraulic systems.
Effects of Electrostatic Discharge on Hydraulic Systems
Electrostatic discharge and static cause a variety of serious issues in hydraulic systems, including:
Damaged elements. Scorched, degraded filter elements are a hallmark of static buildup in a hydraulic system.
Increased contamination. When damaged, filter elements become unable to filter out contamination as intended, and the filter element itself may become a source of contamination as it degrades.
Reduced oil and component life. The increase in contamination and compromised filtration drastically reduces oil life and increases component wear.
Formation of sludge and varnish. As oil rapidly degrades, varnish is deposited in the system, affecting system function.
Fire risk. High amounts of ESD can potentially cause deflagration, or combustion of gas within the hydraulic reservoir.
Arcing and discharge outside of the system. In extreme cases, the electrostatic discharge can become so intense that it becomes an electrocution hazard to workers, as well as damaging to surrounding equipment.
Anti-Static Solutions from Schroeder Industries
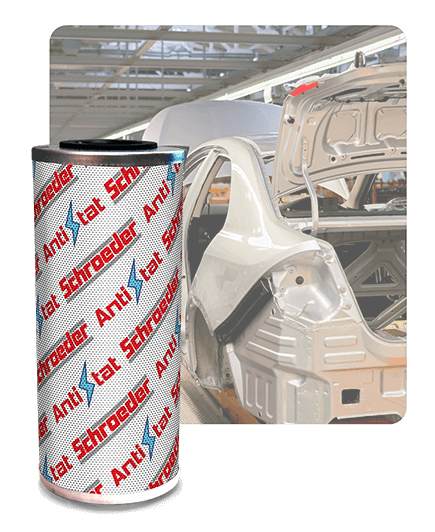
Anti-Stat Premium and Anti-Stat Media from Schroeder industries are engineered to combat static buildup while providing robust filtration. Because levels of ESD can vary based on factors like fluid type and temperature, two levels of protection are available.
Both offer virtually the same efficiency as Schroeder’s standard, exceptionally powerful microglass media. For superior protection from both typical particulate contamination and the effects of electrostatic discharge, look no further!
NEW: Anti-Stat Premium
Anti-Stat Premium: Supercharged Static-Busting Capabilities For Extreme ESD
Specially formulated media dissipates electric charges before they can begin damaging your system
Eliminates all static buildup at the source
Effective for even the most critical cases of ESD, tackling conductivity values lower than 100 pS/m
See how these customers benefited from the static-suppressing characteristics of Anti-Stat Media!
When a paper mill was experiencing a shortened filter element life of just 30 days, Schroeder Industries stepped in to extend the filter life, reduce oil waste, and reduce unscheduled downtime.
A Schroeder expert immediately identified the signs of static discharge in the hydraulic system. As the elements were burned and degraded by the electrostatic buildup, they failed prematurely, forcing the customer to swap out elements much sooner than usual.
Switching to Anti-Stat Media took the shock out of their system, extending their filter life and leading to substantial savings!
An automotive plant contacted Schroeder Industries when, after switching to a new hydraulic oil, their oil lifespan dropped by as much as 80%.
The customer’s new oil blend was zinc and ash-free, meaning its conductivity was lower than their previous hydraulic oil. As we’ve discussed, the lower a hydraulic fluid’s conductivity, the more likely static buildup is to occur!
Burn marks and varnish on the customer’s used elements confirmed that electrostatic discharge was building up in the customer’s system. By switching to Anti-Stat Media, the customer was able to get the most out of their oil and more!
Posted by McKenzie Thorpe on | Comments Off on Unlock Superior Stability: Schroeder’s AFTF in Action!
Introducing the latest in Schroeder Industries’ line of powerful in-tank filters!
Using the same cutting edge technology as the Schroeder AFT, the new AFTF provides all the best qualities of Air Fusion Technology with stabilized, fixed-head porting.
Here’s just some of what makes the AFTF one of the most powerful deaerating in-tank hydraulic filters available:
Exceptional deaeration capabilities. Air Fusion Technology reduces fluid velocity and encourages bubble coalescence for substantially more effecting deaeration than other in-tank filters currently available.
Fixed head allows for a breather attachment. The stabilized porting allows the addition of an external breather, further increasing the deaeration potential.
Provides filtration even in bypass. The specialized bypass valve in the head of the filter allows the filter to function even while in bypass for greater filtration efficiency.
Potential for reservoir downsizing. The deaeration of the Air Fusion Technology is so efficient that it may be possible to downsize your hydraulic reservoir by up to 60%!
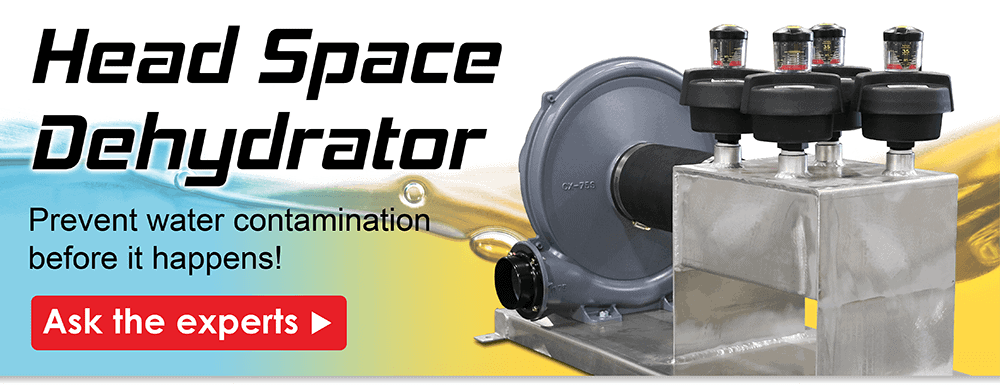
Posted by McKenzie Thorpe on | Comments Off on Unlock Peace of Mind: Prevent Water Contamination Fast
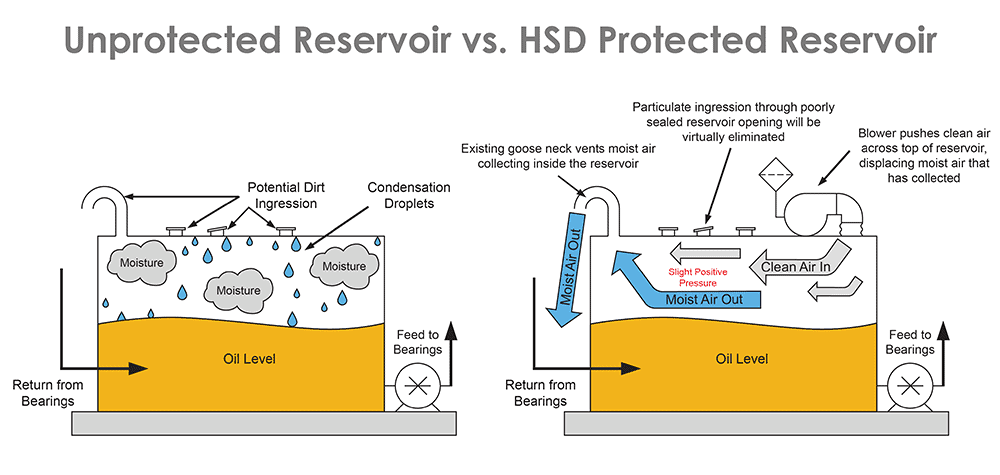
Most hydraulic reservoirs in major industries including pulp & paper, primary metals, and more feature a pocket of open space between the fluid level and the top of the reservoir. This open space, known as head space, fills with moisture as humid air ingresses via faulty seals, vents, and other entry points.
As the moisture builds in the head space, water condenses at the top of the reservoir, eventually coalescing and falling into the oil.
This water contamination can cause a range of serious problems which can impact your equipment’s efficiency and may require repairs, including:
Rust
Cavitation
Sensor failures
Reduced oil lubricity
How Schroeder’s Head Space Dehydrator Helps:
Dewatering units such as the Triton Dehydration Stations are excellent for targeting water contamination when oil has already become saturated, but preventing contamination before it reaches critical levels is ideal.
The new Head Space Dehydrator is designed to combat moisture in the head space of a hydraulic reservoir before it contaminates the oil. This unit is permanently installed on a hydraulic reservoir so that humidity inside the reservoir can be managed continuously.
Here’s how it works:
The Head Space Dehydrator assembly pulls ambient air into the chamber through a series of particulate breathers.
The clean, dry air is then blown through the head space above the fluid level, displacing and venting the moist internal air though existing ventilation points.
As the moist air is displaced, the opportunity for water contamination via condensation is reduced.
Specifications:
Flow Rating:
Max flow rate 282 cfm (7985 lpm)
Blower:
1/2HP blower with 220-275/380-480V-60Hz-3 phase motor
Breathers:
Uses 4 breathers which include -0.5 psi (-0.035 bar) differential pressure indicators
Features & Benefits
Cost effective, reliable solution for water ingression
Improved oil cleanliness
Increased lifespan of oil and components
Markets & Applications
Ideal for industrial applications where water contamination may be introduced to the reservoir head space, particularly:
Steel & Primary Metals
Pulp & Paper Production
Bulk Storage
and more!
Ask the experts at Schroeder what the HSD can do for your application!
Posted by McKenzie Thorpe on | Comments Off on Supercharge Your Hydraulic Systems with Expert Tank Optimization
Rising oil and fuel costs, trends towards electrification, and overall concerns about sustainability across virtually every industry are driving an increased push for improved efficiency in the designs of hydraulic equipment.
One area where great opportunities for improvement lie is with the hydraulic tank. Due to inefficient designs, many machines operate with oversized hydraulic tanks containing more oil than needed.
Many benefits can be realized through tank optimization, including:
Increased energy efficiency
Overall machine weight savings
Steel and oil savings per machine
CO2 emission reduction
Tank downsizing
Additional machine space for other features
Read on to learn more about the benefits of optimizing your hydraulic reservoir, and how Schroeder Industries can help:
What Is Tank Optimization?
The goal of hydraulic tank optimization is to reduce the reservoir size and thus reduce its fluid volume. Two main factors determine how much a tank can be optimized:
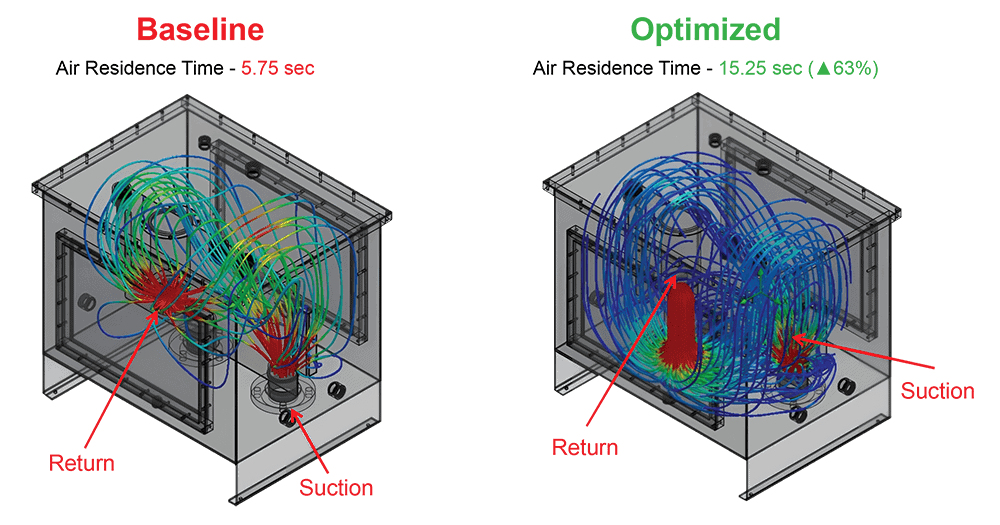
Volume Utilization. In a suboptimal reservoir design, ‘dead zones’ can appear, where fluid stagnates and is not effectively utilized by the system. In a properly designed tank, every cubic inch of the hydraulic fluid should circulate within the reservoir. Dead zones can be detected by digital simulations, and are a strong indicator that tank optimization is needed.
Fluid Velocity. Fluid velocity impacts how well a tank can de-aerate, or release trapped air from within the fluid, and prevent new air from entering the fluid due to splashing. Increased air contamination causes a variety of issues within hydraulic systems, decreasing operating efficiency and component lifespan. Fluid velocity can be reduced through improved in-tank filtration and adjusting the structure of the hydraulic tank itself.
The Benefits of Hydraulic Tank Optimization
Here’s some of the ways optimizing a hydraulic tank design can benefit both OEMs and end users:
Cost Savings. Downsizing a reservoir with tank optimization means less steel and oil are needed upon initial construction, reducing up front manufacturing expenses for OEMs. Additional savings are passed on to end users, who will need less hydraulic oil to run the equipment over its lifetime.
Improved Energy Efficiency. A smaller reservoir with reduced fluid volume reduces the overall weight of the equipment, translating to improved energy efficiency. Lower fluid volume also reduces warmup time in cold start conditions. Any improvements in energy efficiency are especially important for electric-powered equipment, which relies on more limited battery power.
Increased Machine Space. A smaller hydraulic reservoir can allow overall downsizing of the equipment or make way for additional improvements to the design. Larger batteries or fuel tanks, cooling units and other beneficial modifications can be made when space is freed up within the machine.
Sustainability Benefits. Tank optimization reduces the carbon footprint of an operation in several ways:
1. By downsizing a reservoir, less hydraulic oil must be produced and then disposed of, reducing the emissions from both the initial manufacturing of the oil and lowering the amount of waste oil per machine.
2. The carbon footprint of initial construction is also mitigated by the reduction in materials needed to create the reservoir itself.
3. Improvements in fuel efficiency for diesel and other fossil fuel-powered equipment reduces CO2 and other harmful emissions overall.
4. Finally, the increase in energy efficiency and available machine space can open up avenues for electrifying equipment, or improving the performance of electric-powered machines, which are at the forefront of sustainable equipment.
The benefits of optimizing your tanks are clear, and the filtration experts at Schroeder Industries can help you get the most out of your reservoir.
Tank Optimization Services from Schroeder Industries
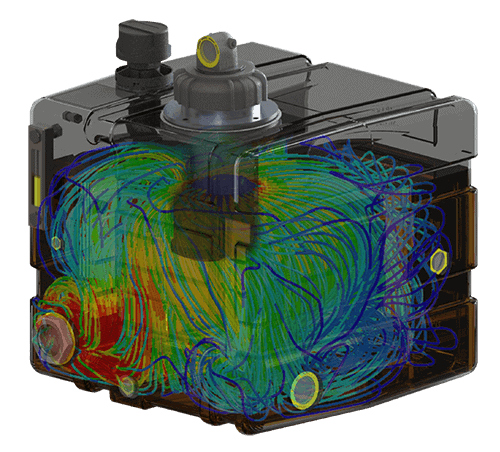
Schroeder Industries is leveraging our extensive experience in hydraulic system filtration components towards tank optimization. Through cutting-edge flow simulations, our experts can identify dead zones and inefficiencies in hydraulic tank designs and work with your company to develop a solution that suits your specific application.
The benefits of optimizing your hydraulic tank are more than just theory. In the following case study, learn how one OEM saw substantial savings with Schroeder’s tank optimization services:
An OEM customer producing stump grinding machines for the forestry industry came to Schroeder Industries searching for updated filtration solutions.
An engineering analysis of their fabricated tanks found that not only were they heavy and prone to weld cracks: The volume utilization was subpar.
Further testing concluded that the existing Schroeder TNK12 would provide equivalent deaeration performance to the customer’s current tanks with a 40% reduction in tank volume.
This resulted in substantial savings on both oil and tank production cost in their stump grinder manufacturing:
Schroeder’s tank optimization services are backed by expertly crafted reservoirs and filters. Learn more about these premium products:
Lightweight tanks, heavyweight performance! The Schroeder Industries series of rotomolded HDPE tanks are lighter than traditional steel tanks, but built to take a beating in the field with no risk of corrosion. Available in five performance optimized sizes, with custom options available, there’s almost certainly a TNK for your application.
Engineered with baffling that improves deaeration and cools returning oil by creating settling zones, these tanks are designed to assist in the ever-important degassing of hydraulic fluid.
Specifications:
Tank Materials:
High Density Polyethylene (HDPE)
Tank Volumes:
4 gal (15L) 7 gal (26L) 12 gal (45L) 18 gal (70L) 25 gal (100L)
Operating Temperature:
High Density Polyethylene (HDPE)20°F to 180°F(-29°C to 82°C)