Shockingly Effective Anti-Static Filter Elements
Leave a Comment
Struggles With Static
Over the last decade, users of hydraulic systems noticed a sharp increase in unusual failures and contamination within their equipment, including:
The culprit? Electrostatic discharge, also known as ESD, was becoming more frequent within hydraulic equipment. Static buildup is already a known issue, but why was it suddenly happening more often, and to greater extremes?
Behind the ‘Electrifying’ Increase in ESD
Fundamentally, static discharge in a hydraulic system is caused by friction—just like how shuffling across carpet in thick socks allows you to lightly zap someone else with static electricity. Oil may be a lubricant, but there is still some friction between hydraulic fluid and the filter media it passes through, and thus, static buildup can occur.
In a system with highly conductive hydraulic fluid or oil, this static buildup is more easily absorbed and evenly distributed. This prevents the worst effects of electrostatic discharge. However, environmental standards driving changes in oil composition meant that low conductivity oil was becoming more widespread.
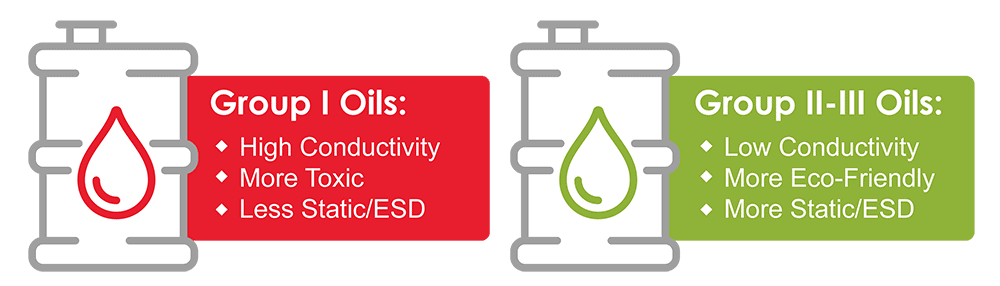
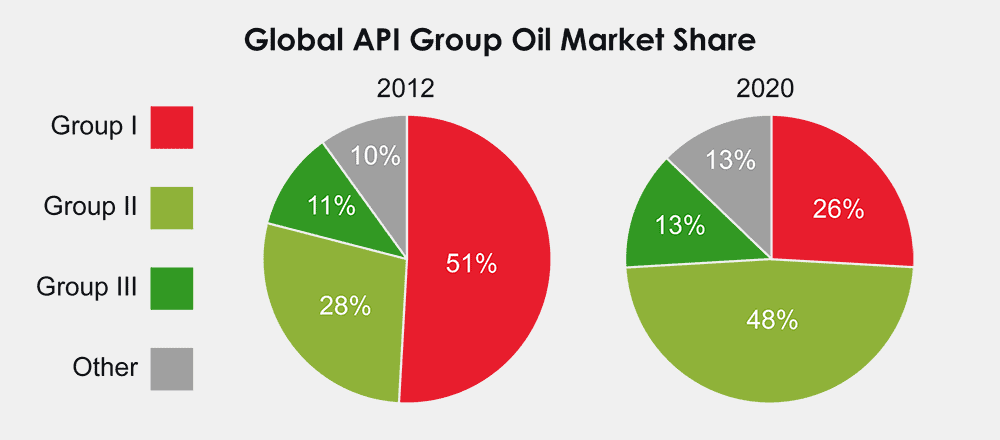
Group I ‘Lightly Refined’ Oils were once the most common class of hydraulic fluid.
Group II & III ‘Hydrocracked’ or ‘Synthetic’ oils are replacing Group I oils as a more eco-friendly alternative.
Between 2012 and 2020, the global market share of Group 1 oils fell by half, from 51% to roughly 26% of hydraulic oils in use. This trend is expected to continue. While moving away from Group I oils is much better for the environment, the proliferation of low conductivity oils led to more electrostatic discharge in hydraulic systems.
Effects of Electrostatic Discharge on Hydraulic Systems
Electrostatic discharge and static cause a variety of serious issues in hydraulic systems, including:
Anti-Static Solutions from Schroeder Industries
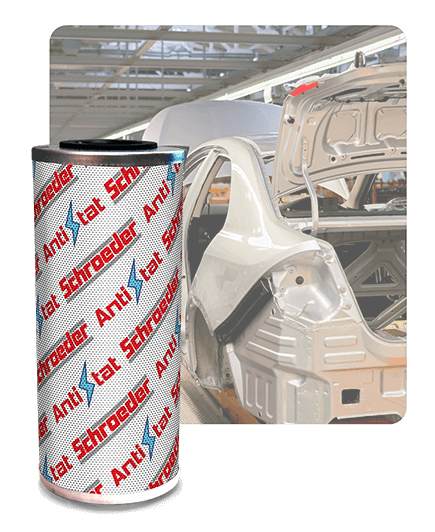
Anti-Stat Premium and Anti-Stat Media from Schroeder industries are engineered to combat static buildup while providing robust filtration. Because levels of ESD can vary based on factors like fluid type and temperature, two levels of protection are available.
Both offer virtually the same efficiency as Schroeder’s standard, exceptionally powerful microglass media. For superior protection from both typical particulate contamination and the effects of electrostatic discharge, look no further!
NEW: Anti-Stat Premium

Anti-Stat Media

Schroeder Anti-Stat: Proven Performance
See how these customers benefited from the static-suppressing characteristics of Anti-Stat Media!

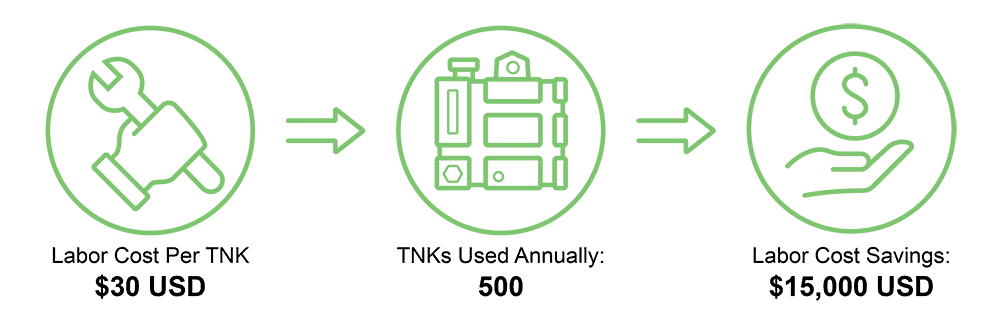
When a paper mill was experiencing a shortened filter element life of just 30 days, Schroeder Industries stepped in to extend the filter life, reduce oil waste, and reduce unscheduled downtime.
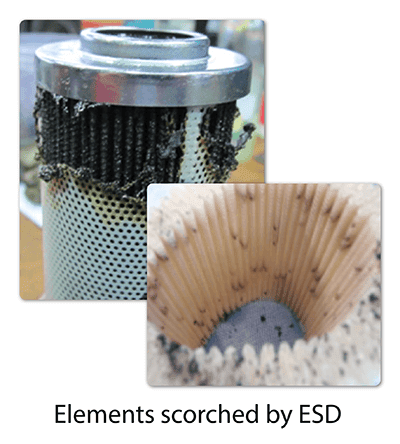
A Schroeder expert immediately identified the signs of static discharge in the hydraulic system. As the elements were burned and degraded by the electrostatic buildup, they failed prematurely, forcing the customer to swap out elements much sooner than usual.
Switching to Anti-Stat Media took the shock out of their system, extending their filter life and leading to substantial savings!
Oil Service Life Increased +3 Years
Annual Oil Usage Decreased -951 Gallons
$24.8K Annual Filter & Oil Cost Savings
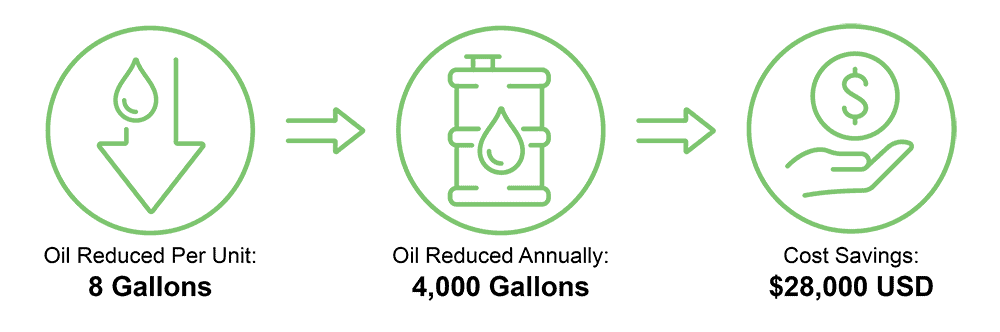
An automotive plant contacted Schroeder Industries when, after switching to a new hydraulic oil, their oil lifespan dropped by as much as 80%.
The customer’s new oil blend was zinc and ash-free, meaning its conductivity was lower than their previous hydraulic oil. As we’ve discussed, the lower a hydraulic fluid’s conductivity, the more likely static buildup is to occur!
Burn marks and varnish on the customer’s used elements confirmed that electrostatic discharge was building up in the customer’s system. By switching to Anti-Stat Media, the customer was able to get the most out of their oil and more!