Comments Off on Ultimate Chill: The Proven Filter Tank Cooler Unit
Overheating is a common, constant issue for hydraulic equipment, especially when working in scorching summer conditions. Over time, this can have negative consequences for critical machinery:
Overheating accelerates oil degradation, causing varnish and sludge to coalesce in the system and cause blockages and reduce operating efficiency.
Shortened oil lifespan forces more frequent oil change-outs, increasing both downtime and oil-related expenses for new purchases and recycling.
Oil degradation products can damage system components and force the equipment’s engine to overcompensate.
Keep Cool and Collected with the FTC
Schroeder’s new Filter Tank Cooling Unit (FTC) is a compact solution for mobile fleet vehicles that combines a hydraulic tank assembly and cooling unit in one complete package.
Condensed, efficient footprint ideal for the space limitations of mobile vehicles; most optimized tank/cooler combination currently available
Integrated cooling unit maintains safe operating temperature, extending fluid life and preventing overheating in the hydraulic system
Reduces weight, space utilization, and oil usage; provides associated cost savings
Air Fusion Technology filtration and a robust, rotomolded 7-gallon TNK design to reduce weight and increase the efficiency of the reservoir’s performance and deaeration capabilities
Schroeder Success: FTC Unit Increases Machine Space on Mobile Fleet Vehicles
An OEM producing mobile fleet units sought a lighter, more space-efficient alternative for their 25 gallon hydraulic unit and separate cooling unit, which took up considerable room on the mobile unit.
Schroeder Industries engineered the FTC unit to utilize space as efficiently as possible while delivering optimal performance from the hydraulic reservoir and cooling unit, allowing OEMs to further streamline and improve their equipment designs.
Here’s how this customer benefited!
Tank + Cooling Assembly Footprint Substantially Downsized
18 Gallon Reduction in Reservoir Size; Reduced Oil Usage Per Unit
Increased Machine Space for Further Design Improvements
Can the FTC Unit help you beat the heat? Ask the experts!
The product experts at Schroeder Industries can help you find the optimal solution for your application. Let us know how we can help!
Years of careful research and thoughtful development have yielded the new HY-HV-S120, the latest in Schroeder’s diagnostic arsenal. This revolutionary sensor is much more than just a digital particle counter, offering detailed insights into the possible source of contaminants.
Comments Off on Unlock Peace of Mind: Prevent Water Contamination Fast
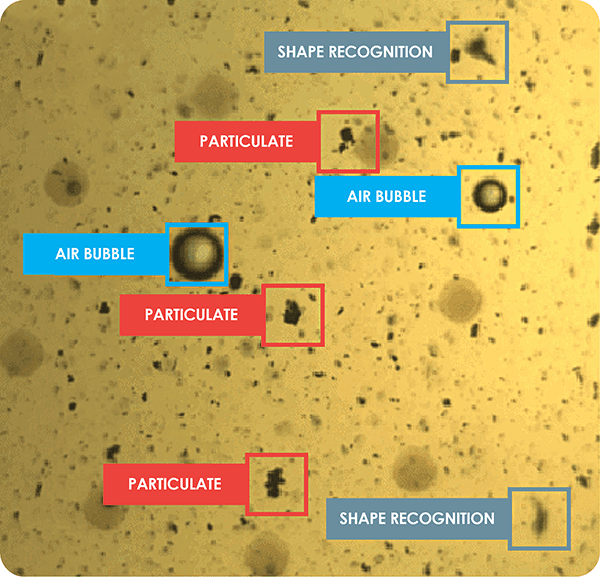
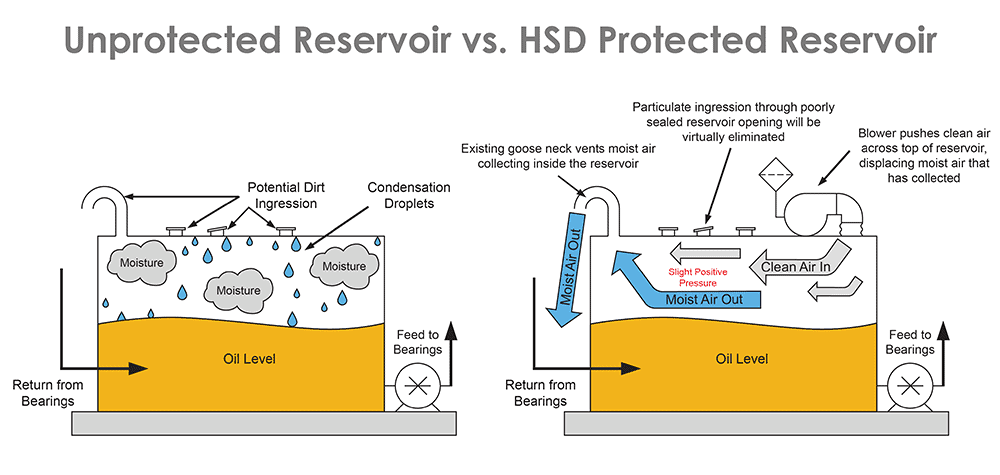
Most hydraulic reservoirs in major industries including pulp & paper, primary metals, and more feature a pocket of open space between the fluid level and the top of the reservoir. This open space, known as head space, fills with moisture as humid air ingresses via faulty seals, vents, and other entry points.
As the moisture builds in the head space, water condenses at the top of the reservoir, eventually coalescing and falling into the oil.
This water contamination can cause a range of serious problems which can impact your equipment’s efficiency and may require repairs, including:
Rust
Cavitation
Sensor failures
Reduced oil lubricity
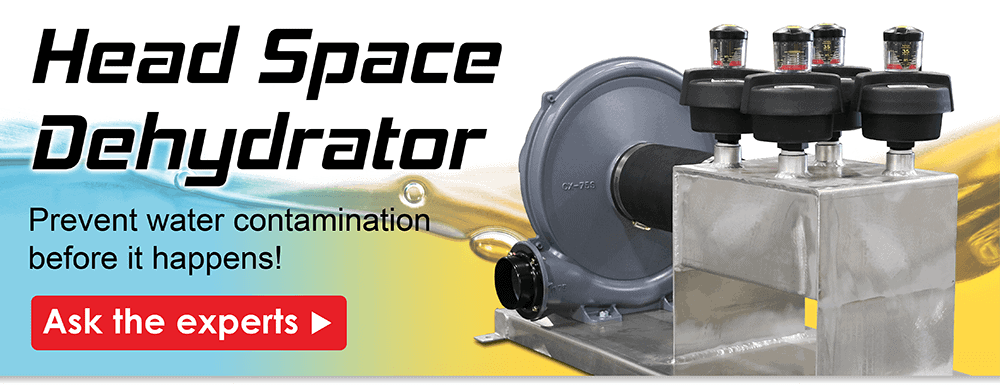
How Schroeder’s Head Space Dehydrator Helps:
Dewatering units such as the Triton Dehydration Stations are excellent for targeting water contamination when oil has already become saturated, but preventing contamination before it reaches critical levels is ideal.
The new Head Space Dehydrator is designed to combat moisture in the head space of a hydraulic reservoir before it contaminates the oil. This unit is permanently installed on a hydraulic reservoir so that humidity inside the reservoir can be managed continuously.
Here’s how it works:
The Head Space Dehydrator assembly pulls ambient air into the chamber through a series of particulate breathers.
The clean, dry air is then blown through the head space above the fluid level, displacing and venting the moist internal air though existing ventilation points.
As the moist air is displaced, the opportunity for water contamination via condensation is reduced.
Specifications:
Flow Rating:
Max flow rate 282 cfm (7985 lpm)
Blower:
1/2HP blower with 220-275/380-480V-60Hz-3 phase motor
Breathers:
Uses 4 breathers which include -0.5 psi (-0.035 bar) differential pressure indicators
Features & Benefits
Cost effective, reliable solution for water ingression
Improved oil cleanliness
Increased lifespan of oil and components
Markets & Applications
Ideal for industrial applications where water contamination may be introduced to the reservoir head space, particularly:
Steel & Primary Metals
Pulp & Paper Production
Bulk Storage
and more!
Ask the experts at Schroeder what the HSD can do for your application!
Comments Off on Supercharge Your Hydraulic Systems with Expert Tank Optimization
Rising oil and fuel costs, trends towards electrification, and overall concerns about sustainability across virtually every industry are driving an increased push for improved efficiency in the designs of hydraulic equipment.
One area where great opportunities for improvement lie is with the hydraulic tank. Due to inefficient designs, many machines operate with oversized hydraulic tanks containing more oil than needed.
Many benefits can be realized through tank optimization, including:
Increased energy efficiency
Overall machine weight savings
Steel and oil savings per machine
CO2 emission reduction
Tank downsizing
Additional machine space for other features
Read on to learn more about the benefits of optimizing your hydraulic reservoir, and how Schroeder Industries can help:
What Is Tank Optimization?
The goal of hydraulic tank optimization is to reduce the reservoir size and thus reduce its fluid volume. Two main factors determine how much a tank can be optimized:
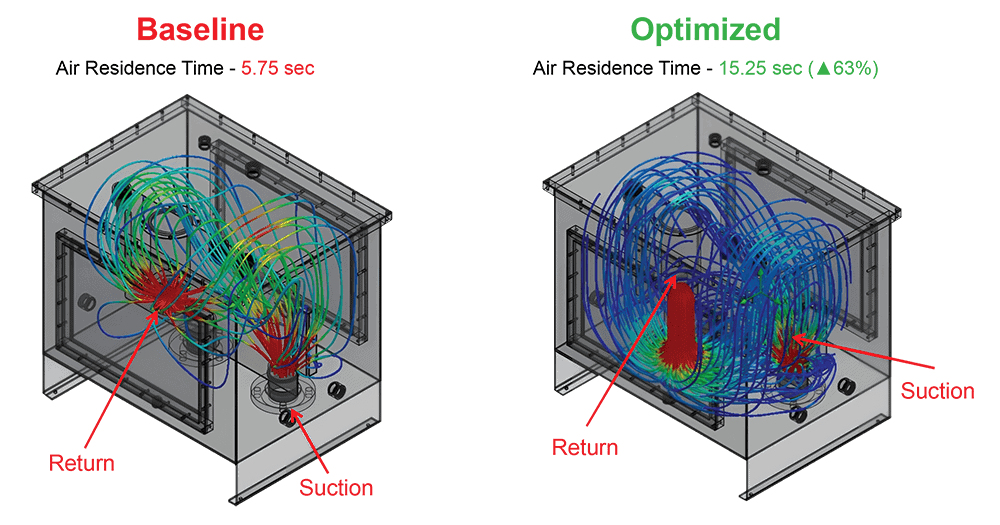
Volume Utilization. In a suboptimal reservoir design, ‘dead zones’ can appear, where fluid stagnates and is not effectively utilized by the system. In a properly designed tank, every cubic inch of the hydraulic fluid should circulate within the reservoir. Dead zones can be detected by digital simulations, and are a strong indicator that tank optimization is needed.
Fluid Velocity. Fluid velocity impacts how well a tank can de-aerate, or release trapped air from within the fluid, and prevent new air from entering the fluid due to splashing. Increased air contamination causes a variety of issues within hydraulic systems, decreasing operating efficiency and component lifespan. Fluid velocity can be reduced through improved in-tank filtration and adjusting the structure of the hydraulic tank itself.
The Benefits of Hydraulic Tank Optimization
Here’s some of the ways optimizing a hydraulic tank design can benefit both OEMs and end users:
Cost Savings. Downsizing a reservoir with tank optimization means less steel and oil are needed upon initial construction, reducing up front manufacturing expenses for OEMs. Additional savings are passed on to end users, who will need less hydraulic oil to run the equipment over its lifetime.
Improved Energy Efficiency. A smaller reservoir with reduced fluid volume reduces the overall weight of the equipment, translating to improved energy efficiency. Lower fluid volume also reduces warmup time in cold start conditions. Any improvements in energy efficiency are especially important for electric-powered equipment, which relies on more limited battery power.
Increased Machine Space. A smaller hydraulic reservoir can allow overall downsizing of the equipment or make way for additional improvements to the design. Larger batteries or fuel tanks, cooling units and other beneficial modifications can be made when space is freed up within the machine.
Sustainability Benefits. Tank optimization reduces the carbon footprint of an operation in several ways:
1. By downsizing a reservoir, less hydraulic oil must be produced and then disposed of, reducing the emissions from both the initial manufacturing of the oil and lowering the amount of waste oil per machine.
2. The carbon footprint of initial construction is also mitigated by the reduction in materials needed to create the reservoir itself.
3. Improvements in fuel efficiency for diesel and other fossil fuel-powered equipment reduces CO2 and other harmful emissions overall.
4. Finally, the increase in energy efficiency and available machine space can open up avenues for electrifying equipment, or improving the performance of electric-powered machines, which are at the forefront of sustainable equipment.
The benefits of optimizing your tanks are clear, and the filtration experts at Schroeder Industries can help you get the most out of your reservoir.
Tank Optimization Services from Schroeder Industries
Schroeder Industries is leveraging our extensive experience in hydraulic system filtration components towards tank optimization. Through cutting-edge flow simulations, our experts can identify dead zones and inefficiencies in hydraulic tank designs and work with your company to develop a solution that suits your specific application.
The benefits of optimizing your hydraulic tank are more than just theory. In the following case study, learn how one OEM saw substantial savings with Schroeder’s tank optimization services:
An OEM customer producing stump grinding machines for the forestry industry came to Schroeder Industries searching for updated filtration solutions.
An engineering analysis of their fabricated tanks found that not only were they heavy and prone to weld cracks: The volume utilization was subpar.
Further testing concluded that the existing Schroeder TNK12 would provide equivalent deaeration performance to the customer’s current tanks with a 40% reduction in tank volume.
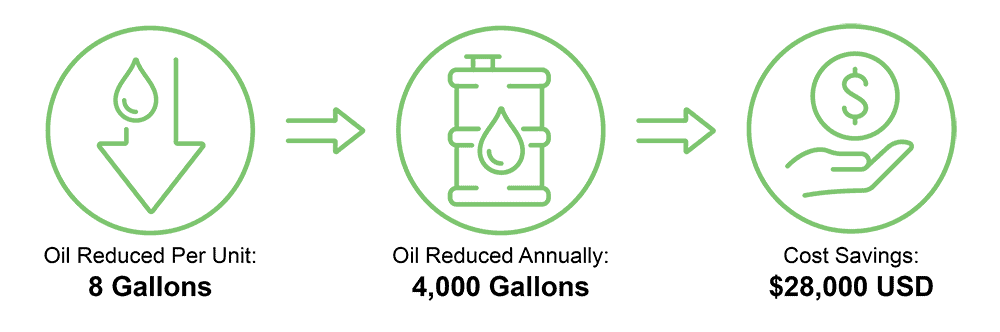
This resulted in substantial savings on both oil and tank production cost in their stump grinder manufacturing:
Schroeder’s tank optimization services are backed by expertly crafted reservoirs and filters. Learn more about these premium products:
Lightweight tanks, heavyweight performance! The Schroeder Industries series of rotomolded HDPE tanks are lighter than traditional steel tanks, but built to take a beating in the field with no risk of corrosion. Available in five performance optimized sizes, with custom options available, there’s almost certainly a TNK for your application.
Engineered with baffling that improves deaeration and cools returning oil by creating settling zones, these tanks are designed to assist in the ever-important degassing of hydraulic fluid.
Specifications:
Tank Materials:
High Density Polyethylene (HDPE)
Tank Volumes:
4 gal (15L) 7 gal (26L) 12 gal (45L) 18 gal (70L) 25 gal (100L)
Operating Temperature:
High Density Polyethylene (HDPE)20°F to 180°F(-29°C to 82°C)